




































2
W
erze rosnących oczeki-
wań wobec pracowników
oraz dynamicznie zmieniających
się wymagań rynkowych, wy -
zwaniem dla działów HR w fir-
mach produkcyjnych stało się
nie tylko skuteczne pozyskiwanie
talentów, ale również precyzyjne
diagnozowanie poziomu kom -
petencji obecnych pracowników.
Z kolei sami pracownicy coraz częściej poszukują sposobów,
by w sposób wiarygodny i obiektywny potwierdzić swoje
umiejętności techniczne i menedżerskie. W odpowiedzi na
te wyzwania powstała CertomiQ – platforma certyfikująca
od TQMsoft.
Weryfikacja kompetencji w procesach
rekrutacyjnych i awansach –
kluczowe wyzwanie dla działów HR
Wyobraźmy sobie taką sytuację: Anna – specjalistka ds. re-
krutacji w średniej wielkości firmie produkcyjnej – prowadzi
nabór na stanowisko inżyniera procesu. Spośród kilkudzie-
sięciu kandydatów wybiera czterech, którzy w CV deklarują
znajomość Lean Management, SPC i narzędzi jakościowych.
Żaden z nich nie ma jednak przekonujących dowodów po -
twierdzenia tych umiejętności – szkolenia sprzed kilkunastu
lat, przerwa w pracy z wymaganymi kompetencjami, u jed -
nego certyfikat wydany przez firmę, która już nie istnieje itp.
Anna może polegać jedynie na rozmowie kwalifikacyjnej
i intuicji – a to ryzyko. Ryzyko złej decyzji, kosztownego onbo-
ardingu, a w końcu niezrealizowanych celów produkcyjnych.
Takie sytuacje są codziennością w wielu działach HR – nie-
pewność kompetencyjna kandydata może stać się punk -
tem krytycznym całego procesu.
Trudność w udokumentowaniu
doświadczenia – wyzwanie
dla pracowników
Z drugiej strony, mamy Bartka – doświadczonego lidera ze-
społu produkcyjnego, który od lat rozwija swoje umiejętno-
ści w obszarze zarządzania ludźmi, rozwiązywania konfliktów
i komunikacji. Nie posiada jednak formalnych potwierdzeń
tych kompetencji – wszystkiego nauczył się „w boju”.
Gdy Bartek postanawia aplikować na wyższe stanowisko
w innej firmie, pojawia się problem – jak udowodnić, że
faktycznie ma wiedzę i umiejętności, o których pisze w CV?
Potencjalny pracodawca nie ma możliwości tego zweryfi -
kować, a Bartek traci szansę na rozwój kariery, mimo fak-
tycznych kompetencji.
CertomiQ - nowy
standard potwierdzania
kompetencji
w erze cyfrowej
01.
MARCIN MYDLARZ - Specjalista ds. Sprzedaży
3
CertomiQ – rozwiązanie
problemów po obu stronach
CertomiQ to nowoczesna platforma testująca i certyfiku-
jąca, zaprojektowana przez ekspertów TQMsoft. Jej celem
jest obiektywna ocena wiedzy i umiejętności w trzech głów-
nych obszarach:
• Kompetencje techniczne (m.in. Lean, Six Sigma, SPC,
APQP, MSA)
• Kompetencje miękkie (m.in. komunikacja, praca zespo-
łowa, asertywność)
• Kompetencje menedżerskie (m.in. zarządzanie zespo-
łem, przywództwo, motywowanie)
Uczestnik wybiera interesujący go test, rozwiązuje go online
i – jeśli zaliczy – otrzymuje imienny certyfikat z unikalnym
numerem, możliwy do weryfikacji online. To dokument, który
można załączyć do CV, przedstawić pracodawcy czy dodać
na LinkedIn.
Z punktu widzenia działu HR – to narzędzie weryfikacyjne,
które ułatwia selekcję kandydatów i planowanie rozwoju
kompetencji w zespołach. Działy HR mogą także wykorzysty-
wać CertomiQ jako element audytu kompetencji wewnętrz -
nych – np. przed awansami lub przy planowaniu szkoleń.
Z punktu widzenia pracownika – to szansa na formalne
potwierdzenie tego, co często zdobywa się latami – wie-
dzy, której do tej pory nie dało się przedstawić w sposób
mierzalny.
Dlaczego warto skorzystać z CertomiQ?
CertomiQ odpowiada na realne potrzeby rynku – zarówno
od strony pracodawców, jak i pracowników – oferując na-
rzędzie proste, rzetelne i gotowe do wdrożenia od zaraz.
Obiektywna weryfikacja kompetencji
• CertomiQ umożliwia sprawdzenie wiedzy w oparciu
o standaryzowane testy przygotowane przez praktyków
i ekspertów z TQMsoft. Eliminuje subiektywność ocen
i ograniczenia intuicji rekruterów czy menedżerów.
Uzupełnienie procesów rekrutacyjnych
• Weryfikacja kandydatów jeszcze przed zatrudnieniem
lub w ramach procesu rekrutacji wewnętrznej? CertomiQ
pozwala na łatwe wdrożenie testu wiedzy jako etapu
selekcji – zwiększając trafność decyzji rekrutacyjnych
i oszczędzając czas.
Potwierdzenie kompetencji przez samych pracowników
• Dzięki CertomiQ, pracownicy mogą wreszcie udowodnić,
że faktycznie znają narzędzia, metody i standardy –
niezależnie od tego, czy zdobyli je na studiach, w trakcie
pracy czy samodzielnie. To wartościowy dodatek do CV,
profilu LinkedIn czy rozmowy o awansie.
Wsparcie dla planowania ścieżek rozwoju
• Platforma pozwala firmom ocenić kompetencje pracow -
ników w sposób systemowy – co ułatwia planowanie
szkoleń, programów rozwojowych, ścieżek karier i awan-
sów. Dane z CertomiQ mogą być także elementem
systemów ocen okresowych.
Certyfikat z realną wartością rynkową
• Uczestnik, który zda test, otrzymuje certyfikat z unikalnym
numerem, możliwym do zweryfikowania online. To doku -
ment, który zyskuje na znaczeniu – szczególnie w firmach
współpracujących z TQMsoft.
Szybka i wygodna forma online
• Całość odbywa się w trybie zdalnym – bez potrzeby
organizacji egzaminu stacjonarnego. To elastyczne
narzędzie, które można włączyć do strategii HR w każdym
momencie, niezależnie od lokalizacji pracowników.
Zaufanie do marki TQMsoft
• Za platformą CertomiQ stoją eksperci z TQMsoft – fir-
my od ponad 29 lat wspierającej rozwój kompetencji
w sektorze produkcyjnym, automotive, spożywczym,
farmaceutycznym i wielu innych. To gwarancja jakości
i merytorycznej wiarygodności testów.
CertomiQ jako filar nowoczesnego
zarządzania kompetencjami
Współczesne środowisko pracy, szczególnie w branżach
technicznych i produkcyjnych, wymaga szybkiego, rzetel-
nego i obiektywnego podejmowania decyzji kadrowych.
Zarówno działy HR, jak i menedżerowie potrzebują narzędzi,
które umożliwią im identyfikację i potwierdzenie realnych
umiejętności kandydatów i pracowników.
Z kolei sami pracownicy – w dobie rosnącej mobilności
zawodowej i szybkich zmian – muszą dysponować „do -
wodami” swojej wartości. Platforma CertomiQ dostarcza
rozwiązania, które zaspokajają potrzeby obu stron: two-
rzy wspólny język kompetencji, umożliwia rzetelną we-
ryfikację wiedzy, a jednocześnie wspiera kulturę rozwoju
i samodoskonalenia.
4
Zarejestruj się na
CertomiQ.com rozwijaj się
i osiągaj swoje cele!
5
Świadomy wybór
stylu kierowania02.
PIOTR DUDEK - trener TQMsoft
J
edną z najczęstszych
rozmów, jakie prowadzę
podczas warsztatów
liderskich i indywidualnych
sesji rozwojowych z lide-
rami, jest ta o stylu przywódz-
twa. Liderzy często pytają:
• Czy właściwie prowadzę swój zespół?
• Jakim liderem powinienem być?
• Czy mogę być sobą, czy muszę się dopasować?
• Czy wówczas nadal będę prawdziwy?
Te pytania nie są przypadkowe. Styl kierowania nie jest
czymś uniwersalnym – nie ma jednego wzorca, który działa
zawsze i wszędzie. Każdy lider rozwija swój unikalny styl,
wynikający z osobowości, wartości i przekonań. Ale skutecz-
ność tego stylu nie zależy tylko od autentyczności. Równie
ważna jest samoświadomość – innymi słowy, umiejętność
rozpoznania czy mój naturalny styl jest w danej sytuacji
skuteczny i umiejętność adaptacji.
Autentyczność to fundament,
ale nie całość
Wielu liderów, z którymi mam styczność, posiada naturalną
potrzebę działania „po swojemu”. I słusznie – bo właśnie
autentyczność buduje zaufanie i autorytet. Lider, który działa
w zgodzie ze sobą, jest spójny i przewidywalny – a to klu-
czowe dla zespołu. Jednak w praktyce, sama autentyczność
często nie wystarcza.
Przykład?
Lider z naturalnym stylem wspierającym, który unika kon-
frontacji, może mieć trudność w sytuacjach kryzysowych
wymagających twardych decyzji. Albo odwrotnie – lider za-
daniowy i stanowczy może nie radzić sobie w momentach,
kiedy zespół potrzebuje empatii i elastyczności.
Właśnie dlatego tak ważne jest, aby każdy lider świadomie
rozwijał swój styl – jako połączenie swojej autentyczności
i najlepszych praktyk przywódczych. Pomogą w tym dwa
modele myślenia o świadomym przywództwie – model
Przywództwa Wszechstronnego Kaisera & Kaplana oraz
Przywództwo Sytuacyjne Kena Blancharda.
Model 1: Przywództwo wszechstronne
(Kaplan & Kaiser)
Model Przywództwa Wszechstronnego, z którym często pra -
cuję podczas szkoleń liderskich, opiera się na założeniu, że
większość liderów ma naturalne preferencje do określonego
rodzaju działań. Model wyróżnia cztery główne zachowania
lidera:
1. Strategiczne – nadaje kierunek, myśli długoterminowo.
2. Operacyjne – koncentruje się na „dowożeniu” wyników
tu i teraz.
3. Forsujące – opiera się na decyzyjności i stanowczości.
4. Angażujące – buduje zespół, kulturę i relacje.
Problem polega na tym, że liderzy mają swoje mocne strony,
które stają się... ich słabościami. Jak to możliwe?
Wyobraź sobie lidera, który jest świetny w motywowaniu –
ale nie umie egzekwować. Albo odwrotnie: jest mistrzem
operacyjnego zarządzania – ale nie potrafi zainspirować
6
zespołu do działania. Obie sytuacje mogą prowadzić do
kłopotów.
Nadmierna koncentracja na swoich mocnych stronach
zwłaszcza ujawnia się w sytuacjach stresowych, co powo-
duje niższą efektywność. Dzięki uświadomieniu sobie tego
zjawiska, liderzy mogą zbalansować swój styl – nie zmie-
niając swojej tożsamości, ale rozszerzając wachlarz działań.
Podczas jednego z warsztatów liderskich w firmie produk-
cyjnej, jeden z kierowników zidentyfikował siebie jako „re-
lacyjnego stratega”. Zespół go lubił, ale często zgłaszano,
że „brakuje nam konkretów i egzekwowania”. W ramach
ćwiczenia kierownik zaplanował jeden tydzień pracy z naci-
skiem na wymiar operacyjno - forsujący – ustalanie celów
dziennych, mierzenie postępów, codzienne odprawy, sta -
wianie oczekiwań. Efekt? Zespół odetchnął z ulgą – i wprost
powiedział, że „wreszcie ktoś to ogarnia”.
Model 2: Przywództwo sytuacyjne
(Ken Blanchard)
Drugi model, z którego często korzystam – zwłaszcza
w pracy z menedżerami liniowymi – to model przywództwa
sytuacyjnego Blancharda. Jest on wyjątkowo praktyczny,
ponieważ opiera się na jednym pytaniu: Na jakim etapie
rozwoju znajduje się mój pracownik – i jaki styl przywództwa
będzie dla niego najbardziej służący?
Model zakłada cztery poziomy gotowości pracownika (od
niskiej kompetencji i niskiego lub wysokiego zaangażowania
– do pełnej samodzielności) oraz cztery style kierowania:
• Jeśli ktoś dopiero zaczyna – potrzebuje jasnych instruk-
cji, dużo wskazówek, mniej dyskusji (styl instruktażowy).
• Gdy ma już trochę doświadczenia, ale jeszcze nie pew-
ność siebie – warto go bardziej wspierać i dyskutować
o zadaniach (styl konsultingowy).
• Przy średnim poziomie – dajmy więcej przestrzeń
i samodzielności, pytajmy, ale bądźmy w pobliżu (styl
wspierający).
• Ekspertom trzeba po prostu delegować, przekazać
odpowiedzialność zadaniową – i nie przeszkadzać (styl
delegujący).
Liderzy, z którymi pracuję, często uświadamiają sobie, że ich
naturalny styl kierowania nie przystaje do poziomu rozwoju
pracownika. Albo za szybko delegują (bo „wierzą w ludzi i nie
będą ich traktować jak dzieci”), albo zbyt długo kontrolują
(bo „wolą mieć pewność”).
W pracy z jednym z zespołów sprzedażowych zauważyliśmy,
że nowy menedżer próbowała stosować styl wspierający
wobec nowego pracownika, który nie miał jeszcze kompe -
tencji. W efekcie pojawiły się chaos, stres i spadek wyników.
Podczas wspólnej analizy modelu Blancharda menedżer
zrozumiał, że musi zacząć od stylu bardziej instruującego
– konkrety, uczenie, checklista, cotygodniowy feedback. Po
trzech tygodniach sytuacja zaczęła się stabilizować, a nowy
członek zespołu odzyskał pewność siebie.
Trzy kluczowe wnioski na koniec
1. Styl przywództwa to nie coś, co się „ma”, ale coś, co się
świadomie buduje. Naturalność i osobowość są ważne,
wyznaczają ramy naszego stylu, ale nie zastąpią reflek-
sji i rozwoju.
2. Modele rozwojowe pomagają wyjść poza intuicję.
Zarówno Przywództwo wszechstronne, jak i sytuacyjne,
to praktyczne narzędzia, które dają konkretny język do
rozmowy o stylu kierowania.
3. Skuteczny lider to nie ten, który zawsze działa tak samo
– ale ten, który wie, kiedy i jak działać inaczej.
7
Świadome kształtowanie swojego stylu lidera to nie jedno-
razowy proces. To ciągła praca, testowanie, adaptowanie
się. Ale to też największa szansa, żeby naprawdę być li-
derem, jakiego ludzie potrzebują – nie tylko „prawdziwym
sobą”, ale też kimś, kto wie, kiedy i jak być sobą mądrze.
Podstawy zarządzania
dla liderów produkcji
Trening kompetencji
dla nowych menedżerów
Sekcja szkoleniowa
8
O
statnie miesiące przynoszą
producentom opakowań
przeznaczonych do żywności
wiele nowych wyzwań, które wy-
magają aktualizacji ich działań
wewnętrznych, a także szerszej
współpracy z dostawcami.
Zebranie informacji na temat mających zastosowanie wy -
magań jest pierwszym krokiem niezbędnym do określenia
zakresu planowanych zmian. W artykule skupię się na nowej
wersji normy BRCGS Packaging Materials oraz na Rozporzą-
dzeniu komisji (UE) z 2025/35 z 21 lutego 2025 r.
BRCGS Packaging Materials wersja 7
Najnowsza wersja obowiązuje od 28 kwietnia 2025 r. Za -
kres normy został rozszerzony o produkty jednorazowego
użytku takie jak kubki papierowe, serwetki, pod warunkiem
że przechodzą ten sam proces produkcyjny co materiały
opakowaniowe (rozdział 4.9).
Norma uwzględnia teraz również ryzyka związane z przetwa-
rzaniem materiałów zrównoważonych lub pochodzących
z recyklingu. Firmy muszą zapewnić, że materiały te są bez-
pieczne i odpowiednie do zamierzonego celu (sekcja 2.5.1).
W nowej wersji wzmocniono niektóre obszary, a nowe
i zmienione wymagania powinny skutkować aktualizacją
systemu zarządzania.
Aktywne promowanie kultury bezpieczeństwa i jakości
• Należy opracować i udokumentować środki w celu pro-
mowania pozytywnej kultury jakości, które będą regu-
larnie przeglądane i dostosowywane, jeśli to konieczne
(sekcja 1.1.1).
• Zwiększenie zaangażowania najwyższego kierownictwa:
m.in. przydzielenie zasobów i zachęcanie do innowacji
(obejmuje to również przeglądy kierownictwa, które nie
tylko sprawdzają skuteczność systemu, ale także inicjują
ulepszenia (sekcja 1.2.2).
• Wdrożenie obowiązkowych środków komunikowania
kultury bezpieczeństwa i jakości (np. szkolenia) w celu
wzmocnienia kompetencji i świadomości pracowników
(rozdział 1.1.2).
Identyfikowalność
• Identyfikowalność od surowca do gotowego produktu
i odwrotnie musi być możliwa w ciągu czterech godzin,
również w przypadku procesów zewnętrznych (rozdział
3.10).
Programy wstępne (PRP)
W nowej wersji są wyraźnie wymienione, obejmują między
innymi:
Wytwarzanie
opakowań do żywności
- wyzwania dla
producentów w 2025 r.
03.
DOMINIKA BELKA - trener TQMsoft
9
• Zatwierdzanie dostawcy i zakupy (rozdział 3.6)
• Konserwacja urządzeń i budynków (rozdział 4.7)
• Kontrola zanieczyszczeń produktu (rozdział 4.9)
• Rozwój produktu (rozdział 5.1)
• Kontrola druku (rozdział 5.3)
Należy zapewnić regularne przeglądy i aktualizacje progra-
mów wstępnych, aby uwzględnić nowe ryzyka lub zmiany
w procesie produkcji.
Wzmocnienie podejścia opartego na ryzyku
• Opracowanie planu HARA jest teraz zgodne z krokami
i zasadami ustanawiania planu HACCP według wytycz-
nych Kodeksu Żywnościowego, a sam plan HARA powi-
nien być zwalidowany (zatwierdzony).
• W analizie zagrożeń należy wziąć pod uwagę alergeny jako osobną kategorię, a także ryzyka jakościowe, które mogą mieć wpływ na funkcjonalność lub właściwości opakowania (rozdział 2.1).
• Zagrożenia występujące w łańcuchu dostaw - od surowców do dystrybucji - muszą być systematycz- nie oceniane i dokumentowane; obejmuje to również zapewnienie, że dostawcy wdrożyli odpowiednie środki kontroli (sekcja 2.4).
Wymagania dotyczące nowego wyposażenia do produkcji
i przechowywania
• Urządzenia powinny być przeznaczone do produkcji opakowań do żywności (m.in. „higieniczny projekt”).
• Wymagana jest specyfikacja nowego urządzenia i jej zatwierdzenie przez dostawcę.
Bezpłatną wersję normy BRCGS Packaging Materials v.7
(w języku angielskim) w formie pliku pdf można pobrać ze
strony właściciela normy (https://www.brcgs.com/product/
global-standard-packaging-materials-issue-7/p-26982/).
Wymagania prawne: Rozporządzenie
komisji (UE) z 2025/351 z 21 lutego 2025 r.
• Dotyczy producentów opakowań (materiałów) z two-
rzyw sztucznych przeznaczonych do kontaktu z żywno-
ścią.
• Materiały i wyroby (z rozporządzeniem nr 10/2011), które
zostały po raz pierwszy wprowadzone do obrotu przed
dniem 16 września 2026 r., będą mogły być wprowadza-
ne do obrotu aż do wyczerpania zapasów.
• Wprowadza zmiany w 3 rozporządzeniach (Rozporzą-
dzeniu (UE) nr 10/2011, Rozporządzeniu (UE) 2022/1616,
Rozporządzeniu (WE) nr 2023/2006).
• Nakłada obowiązki na organizacje łańcucha dostaw przed producentem opakowań (materiałów) do kontak- tu z żywnością („producenci substancji używanych do produkcji materiałów i wyrobów z tworzyw sztucznych”):
–pojęcie „wysokiego stopnia czystości” (czyli zgodno- ści między substancją a danymi, które ją identyfiku- ją) będzie skutkowało wymaganiem od dostawców takich substancji informacji o ich składzie (zgodnym z Załącznikiem I) i potwierdzenia zgodności, np. przez oświadczenie lub wyniki badań.
• W rozporządzeniu uwzględniono wymagania dotyczące ponownego przetwarzania „ścinków i skrawków”, a także dobre praktyki podczas tego procesu (Załącznik II, Sekcja C).
• Podano również szczegółowe wymagania dotyczą- ce znakowania opakowań wielokrotnego użytku oraz przeznaczonych do sprzedaży detalicznej, które jeszcze nie mają kontaktu z żywnością, w tym wymóg załączenia zaleceń dotyczących używania.
Zapewnienie zgodności z nowymi i zmienionymi wymaga-
niami prawnymi, jak również z kolejnym - siódmym - wy -
daniem normy BRCGS Packaging Materials, jest testem
pragmatycznego planowania i skutecznej aktualizacji sys- temu zarządzania z uwagi na znaczny zakres zmian.
Sekcja szkoleniowa
Wytwarzanie opakowań do
żywności zgodnie z BRCGS
Packaging Materials w.7
10
Wypróbuj rozwiązanie VORNE XL za darmo!
Zapraszamy do 60-dniowego pilotażu innowacyjnego sys-
temu Vorne XL 810, który umożliwia:
• natychmiastowy pomiar i wizualizację danych produk-
cyjnych (OEE, przestoje, wydajność);
• szybkie wykrywanie i redukcję nieplanowanych postojów;
• lepszą przejrzystość zdarzeń na produkcji i zaawansowa- ne raporty;
• natychmiastowy efekt i wdrożenie w 1 dzień
System Vorne XL 810 to sprawdzone na świecie rozwiąza- nie typu Plug & Use , z którego korzystają tysiące firm, osią-
gając nawet 30% wzrost efektywności. Dzięki przejrzystej
wizualizacji, raportom oraz alertom w czasie rzeczywistym, optymalizacja jest szybka i łatwa.
Co zawiera pilotaż?
• Kompletną instalację systemu na jednej maszynie lub
linii produkcyjnej;
• Szkolenie operatorów i kierowników;
• Wsparcie techniczne i merytoryczne przez cały okres testów,
• Pomoc w analizie danych i interpretacji wyników.
Więcej informacji
o systemie:
11
Dlaczego nie zawsze
lubimy audytorów
wewnętrznych?
04.
LESZEK MAKSOŃ - trener TQMsoft
Ogólne informacje o audicie
wewnętrznym
Od kilkudziesięciu lat w Polsce wydawane są normy zwią-
zane z systemami zarządzania, które mówiąc w dużym
uproszczeniu, służą do poprawy organizacji pracy naszych
firm oraz ich ustandaryzowania w taki sposób, by np. nie-
wielki zakład z jakiejś części naszego kraju, mógł bez pro-
blemu współpracować z firmą z USA, Japonii czy Niemiec.
Tych norm jest wiele i każda z nich określa jakiś obszar zwią-
zany z funkcjonowaniem przedsiębiorstwa. Są więc normy
jakościowe (ISO 9001), środowiskowe (ISO 14001), związane
z BHP (ISO 45001) czy z bezpieczeństwem informacji (ISO
27001). Każda z nich opisuje w sposób ogólny, co trzeba
robić, by spełnić wymagania związane z wykonywaną co -
dziennie pracą - jak uporządkować poszczególne obszary,
aby zawsze było wiadomo, kto i co ma robić, by firma funk-
cjonowała w sposób ciągły, bez przerw w pracy.
Oprócz tych wymagań, w każdej normie znajduje się wy -
móg przeprowadzania tzw. auditów wewnętrznych, któ -
rych celem jest potwierdzenie, że na bieżąco są stosowane
wszystkie wymogi, jakie w tych dokumentach zostały opi-
sane. I właśnie refleksje na temat wykonywania auditów
wewnętrznych w firmach i ich postrzegania w codzienności
firmowej są tematem tego artykułu. Informacje, jakie zostały
tu przedstawione, są wynikiem moich osobistych ponad 20
letnich doświadczeń związanych z przeprowadzaniem ta -
kich auditów, bądź uczestnictwem w nich z punktu widzenia
strony audytowanej.
Aby lepiej zrozumieć ten temat, muszę wyjaśnić znaczenie
słowa audit, gdyż nie wszędzie jest ono właściwie rozu-
miane. Wielokrotnie bowiem spotykałem się z sytuacjami, że
audit był kojarzony z kontrolą w firmie, a więc z czymś co nie
zawsze się dobrze kojarzy ze względu na potencjalne kary,
które mogą nas spotkać w konsekwencji niezgodności, jakie
zostaną stwierdzone. Zacznijmy jednak od definicji auditu.
Polski Komitet Normalizacyjny, który jest jedyną instytucją
w naszym kraju zajmującą się m.in. sprzedażą norm, wy -
dał w 2018 roku normę, w której przedstawione są wytyczne
dotyczące auditowania systemów zarządzania. Norma ta
oznaczona symbolem PN-EN ISO 19011 – „Wytyczne doty -
czące audytowania systemów zarządzania” podaje defi -
nicję auditu.
Brzmi ona następująco:
AUDIT to systematyczny, nieza-
leżny i udokumentowany proces
uzyskiwania dowodu obiek-
tywnego oraz jego obiektywnej
oceny w celu określenia stopnia
spełnienia kryteriów auditu.
W dalszej części norma podpowiada, że audity mają być
prowadzone przez samą firmę, bądź przez kogoś, kto bę -
dzie występował w jej imieniu. Należy jeszcze wyjaśnić, że
audity te mają być prowadzone przez auditorów, którzy są
pracownikami firmy. Jeżeli więc dokładnie przeanalizujemy
sobie tą definicję, to jednoznacznie możemy stwierdzić, że
podczas auditu szukamy dowodów na to, że w procesie,
bądź obszarze, który auditujemy spełnione są wymagania,
które sobie wcześniej ustaliliśmy.
12
Porównałbym tą czynność do okresowego przeglądu sa -
mochodu w stacji obsługi. Diagnosta, który ustawia nasz
samochód na stanowisku z kanałem, sprawdza punkt po
punkcie, czy jest on zdatny do dalszej jazdy. W przypadku,
kiedy znajdzie jakąś usterkę związaną z tym, że podczas dal-
szej jazdy będzie ona wpływała na nasze bezpieczeństwo,
bądź bezpieczeństwo innych użytkowników na drodze, nie
podbija nam dowodu rejestracyjnego, lecz sugeruje, byśmy
najpierw usunęli usterkę, a dopiero później przyjechali na
przegląd.
Popatrzmy, nie ponosimy żadnej kary. Jedyną niedogod -
nością jest to, że po usunięciu usterki musimy przyjechać
na przegląd jeszcze raz. I tak samo jest z auditem systemu
zarządzania. Gdy stwierdzimy niezgodność, wpisujemy ją
do raportu, a w dalszej kolejności podejmujemy działania,
by tą usterkę wyeliminować.
Czym różni się audit od kontroli?
Po tych ogólnych informacjach przyszła pora na zastano-
wienie się, jaka naprawdę jest różnica pomiędzy auditem,
a kontrolą.
Przyznam się, że czytając różne opracowania w Internecie
dotyczące tego tematu można mieć mieszane uczucia.
Powodem tego jest różnorodność interpretacji określonych
przez autorów poszczególnych opracowań, zawierających
często wzajemnie wykluczające się opinie. Cóż, sieć interne-
towa pozwala na umieszczanie tam swoich różnych opinii,
bez weryfikacji ich zgodności czy poprawności. Spróbuję
więc podać własną definicję obu pojęć, wykorzystując swoje
wieloletnie doświadczenie w różnych firmach i obserwując
pracę doświadczonych auditorów.
Otóż audit wewnętrzny to nic innego jak potwierdzenie, że
system zarządzania działa tak, jak sobie to zaplanowaliśmy
i opisaliśmy. Audit jest przeprowadzany przez auditora z re-
guły będącego pracownikiem firmy. Jego zadaniem jest
znalezienie zgodnych elementów w obszarze auditowanym
i wskazanie miejsc, które trzeba będzie jeszcze w przyszłości
poprawić. W audicie do każdej stwierdzonej niezgodności
musimy przeprowadzić analizę przyczyn powstania nie -
zgodności, w kolejnym etapie podjąć działania korygujące,
które wyeliminują w przyszłości daną niezgodność, a w trze-
cim etapie mamy oceniać skuteczność podjętych wcześniej
działań, by w przyszłości nie wracać już do tego tematu.
Inne zadanie ma kontrola wewnętrzna. Jest to też spraw-
dzenie działania poszczególnych elementów systemu czy
procesu, ale ze szczególnym zwróceniem uwagi na po -
prawność działania oraz na odstępstwa od tych założo -
nych działań. W przypadku kontroli koncentrujemy się na
stwierdzeniu niezgodności - i co jest niestety często regułą
- mniej zwracamy uwagę na przyczyny, bardziej skupiamy
się na karach dla konkretnych osób.
Podsumowując, te różnice między auditem i kontrolą nasu-
wają dość wyraźne spostrzeżenie. Audit należy traktować
bardziej jako narzędzie do naprawy organizacyjnej firmy.
Auditor ma być takim trochę operatorem, który pomaga
to narzędzie zastosować.
W przypadku kontrolera skutkiem przeprowadzonych
czynności jest raport przedstawiany stronie kontrolowanej
(z ewentualnymi karami) i pozostawienie stronie kontrolo-
wanej zaleceń pokontrolnych.
Jest jeszcze jedna istotna różnica pomiędzy auditem we-
wnętrznym i kontrolą. Audit wewnętrzny przeprowadzają
z reguły pracownicy firmy będący auditorami, natomiast
kontrolę wykonują instytucje zewnętrzne.
Skoro w założeniu audit nie ma być narzędziem do nakła-
dania kar, a raczej narzędziem do naprawy, to dlaczego
patrzymy w firmach niezbyt przychylnym okiem na audity
wewnętrzne?
Wyodrębniłem 5 głównych przyczyn (choć jest ich oczywi-
ście znacznie więcej).
Po pierwsze – upowszechniło się mniemanie, że audity
wewnętrzne w zasadzie nie różnią się od kontroli we-
wnętrznej, a konsekwencją auditu będą w przyszłości
kary,
Po drugie – nie traktujemy auditów wewnętrznych jako
narzędzi do naprawy organizacyjnej, lecz jako marnowa-
nie czasu, podczas którego wytykane są nam błędy,
Po trzecie – niewłaściwie przeprowadzamy audity
wewnętrzne, co jest konsekwencją niewystarczającej
wiedzy i doświadczenia posiadanego przez auditorów
wewnętrznych,
Po czwarte – stosujemy kary dla pracowników, którzy
mają bezpośredni udział w powstałych niezgodnościach,
nie zwracając uwagi na przyczyny oraz działania, jakie
należy podjąć by wyeliminować te przyczyny,
I po piąte – nie przeprowadzamy auditów cyklicznie,
traktujemy je jako coś, co należy spełnić, by pozytywnie
zaliczyć później audit jednostki certyfikacyjnej.
Oczywiście wymienione wcześniej uwagi nie są regułą
powszechną. Są przedsiębiorstwa, gdzie audity we-
wnętrzne są traktowwane priorytetowo i tam zwraca się
uwagę na inne aspekty wykonywania tego bardzo waż -
13
nego i dającego dużo pozytywnych wartości elementu
funkcjonowania systemów zarządzania.
Przygotowanie auditu wewnętrznego
Niezwykle ważną rzeczą podczas przeprowadzania auditów
wewnętrznych w każdej firmie jest ich odpowiednie przy-
gotowanie. I nie chodzi tu tylko o stworzenie formalnych
wymogów w postaci ustalenia programu auditów, czy stwo -
rzenia odpowiednich formularzy potrzebnych do przepro -
wadzania auditów. Niezwykle ważną rzeczą jest ustalenie
listy auditorów wewnętrznych, a później w kolejnym etapie
przeszkolenie ich.
Podczas tych czynności przygotowawczych osoby odpo -
wiedzialne w firmie często popełniają dość istotny błąd po-
legający na braku rozpropagowania procesu realizowania
auditów wewnętrznych systemu zarządzania. To niedopa -
trzenie powoduje, że pracownicy nie posiadają wystarcza-
jącej wiedzy na temat filozofii auditów i traktują audity jak
zło konieczne, utożsamiając je z typową kontrolą. Często
wynika to z nadmiaru obowiązków takiej osoby lub z braku
doświadczenia. Przyjęło się bowiem takie przekonanie, że
wystarczy przeszkolić auditorów, stworzyć check-listy do
każdego z obszarów i pilnować tylko, czy ilość zaplanowa-
nych auditów zgadza się z rzeczywistością. Tymczasem
w praktyce okazuje się, że na papierze wszystko się zgadza,
a w praktyce nic nie wychodzi.
Z tego powodu niezwykle ważną rolę przy przeprowadza -
niu auditów wewnętrznych ma osoba wyznaczona przez
najwyższe kierownictwo do tego, aby sprawowała nadzór
nad auditorami i służyła im swoją pomocą i doświadcze -
niem. W firmie posiadającej certyfikat systemu zarządza-
nia jakością nie ma w tej chwili obowiązku zatrudniania
pełnomocnika ds. systemu zarządzania, dlatego na naj -
wyższym kierownictwie spoczywa obowiązek rozwiązania
tego problemu.
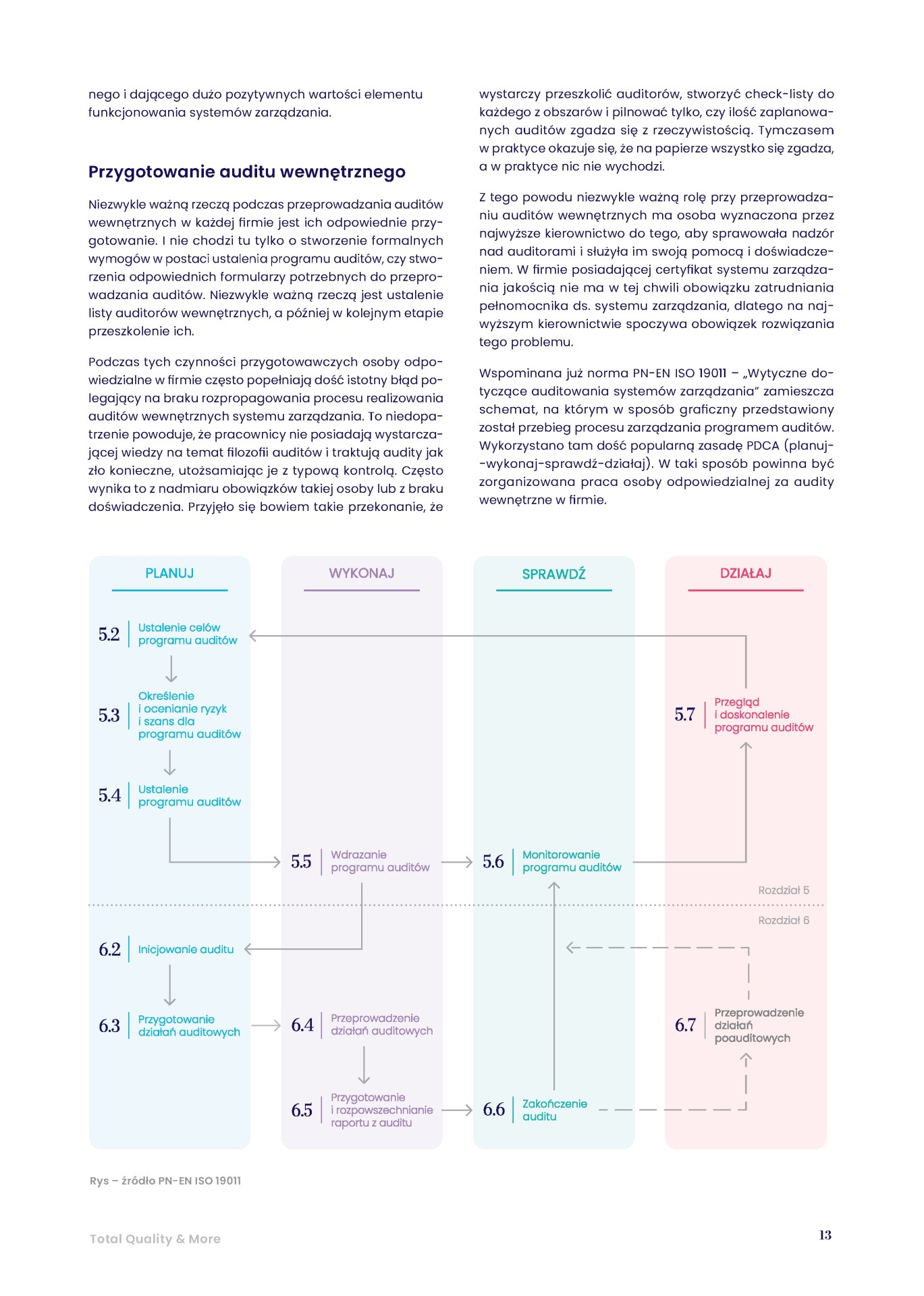
Wspominana już norma PN-EN ISO 19011 – „Wytyczne do -
tyczące auditowania systemów zarządzania” zamieszcza
schemat, na którym w sposób graficzny przedstawiony
został przebieg procesu zarządzania programem auditów.
Wykorzystano tam dość popularną zasadę PDCA (planuj -
-wykonaj-sprawdź-działaj). W taki sposób powinna być
zorganizowana praca osoby odpowiedzialnej za audity
wewnętrzne w firmie.
Rys – źródło PN-EN ISO 19011
14
Kto może zostać auditorem i jakie błędy
są popełniane przy wyborze auditorów?
Wymagania norm systemu zarządzania jakością nie pre -
cyzują dokładnie, kto może zostać auditorem wewnętrznym
w firmie. Norma ISO 19011 określa wprawdzie, jakie kom-
petencje powinna posiadać taka osoba, ale jak już wcze-
śniej wspominałem, są to tylko wytyczne. Na pewno wśród
najważniejszych cech, jakie powinien posiadać człowiek
wykonujący tę profesję, są:
• postępowanie zgodnie z obowiązującymi norma -
mi etycznymi – chodzi tutaj o szczerość, prawdo-
mówność i uczciwość,
• otwartość na rozwiązywanie wszelkich proble -
mów - analizowanie pomysłów, jakie przedstawia
strona auditowana,
• taktowność w rozmowie w ciągu całego okresu
przeprowadzania auditu,
• umiejętność obserwowania i wyciągania wnio -
sków z zaistniałych zdarzeń,
• umiejętność rozumienia czasami nietypowych
sytuacji i zdarzeń w trakcie słuchania wyjaśnień
przez stronę auditowaną,
• zdolność do dostosowania się do tych sytuacji,
• wytrwałość w dążeniu do założonego celu - nieza-
łamywanie się niepowodzeniami,
• zdecydowanie, pewność siebie - osoba, która
podejmuje decyzje, nawet niewłaściwe, jest bardziej
ceniona niż osoba, która się waha,
• wiara w swoje umiejętności - osoba potrafiąca
przekonać innych do swoich racji,
• zdolność do działania - nawet wtedy, gdy działanie
to jest niepopularne,
• otwartość na doskonalenie - umiejętność przyzna-
nia racji czy przyznania się do błędu,
• akceptowalność ludzi, którzy mają inny sposób
myślenia, inne zwyczaje, czasami frustrujące innych,
• umiejętność współpracy z innymi ludźmi - tak
spośród audytowanych, jak i w zespole auditującym.
Wydaje się, że większość z tych cech posiada każdy z nas
– przynajmniej nam się tak wydaje. Ocena tych cech nale-
żeć jednak musi do osoby obiektywnej, która bez żadnych
uprzedzeń potrafi przeanalizować każdą z nich i przydzie-
lić auditorów do takich obszarów w firmie, w której będą
się czuć komfortowo. Taką osobą jest z reguły Pełno -
mocnik, który jednak nie zawsze ma wystarczającą ilość
kompetentnych auditorów wewnętrznych i wyznacza do
przeprowadzania auditów tych, którzy są w danej chwili
dostępni, a którzy nie zawsze dysponują wystarczającymi
kompetencjami.
Jakie są więc główne przyczyny tego, że audity wykonują
często osoby nieprzygotowane do tych funkcji?
Błędy popełniane przy przeprowadzaniu
auditów wewnętrznych
1. Brak wiedzy na temat znaczenia auditu w firmie
Wydaje się, że to jest podstawowy błąd, który skut-
kuje tym, że audity są traktowane w naszych firmach
jako zło konieczne. Powszechnie uważa się, że audit
polega na sprawdzeniu wymagań, które są zapi -
sywane w dokumentach firmowych (procedurach,
instrukcjach). Takie podejście sprawia, że dla więk-
szości pracowników jest to rodzaj kontroli, która tak
naprawdę nic nie daje, a jest tylko niepotrzebnym
obciążeniem dla strony auditowanej, a także dla
samych auditorów. A tymczasem audit powinien
być traktowany do naprawy organizacyjnej firmy.
Mniejszy aspekt powinien być kładziony na sferę pra-
cowniczą, a większy na to, by nauczyć się dokładnie
określać przyczyny popełnianych błędów.
2. Błędy w planowaniu auditów
Już na samym początku przy sporządzaniu planów
czy harmonogramów auditów zwraca się uwagę
przede wszystkim na to, by każdy proces w ciągu
całego roku był przynajmniej raz auditowany. A prze-
cież proces procesowi jest nierówny. Nie można trak-
tować skomplikowanych procesów produkcyjnych
z drobnymi procesami administracyjnymi o różnych
skalach trudności. Bardzo rzadko spotyka się harmo-
nogramy auditów, w których jest wyszczególniona
analiza ryzyka, gdzie na jej podstawie można audi-
tować dany proces nawet kilka razy w roku.
3. Mała liczba auditorów
Wydaje się, że wśród najwyższego kierownictwa firmy
często pokutuje myślenie, że Pełnomocnik w firmie jest
od tego, by poradzić sobie z wszelkimi problemami,
jakie występują w funkcjonującym systemie i ma tyle
w sobie wewnętrznej siły, by przekonać pracowników
będących auditorami do tego, by w sposób solidny
przeprowadzali te audity. Tymczasem trzeba wie -
dzieć, że obowiązek przeprowadzania takich auditów
jest często ich dodatkowym zajęciem, za które raczej
nie dostają dodatkowej gratyfikacji. A przecież są roz-
liczani przede wszystkim z podstawowego obowiązku
15
świadczenia pracy na ich wyznaczonym stanowisku,
a audity wewnętrzne są w takich przypadkach przy-
słowiową „kulą u nogi”. Ponadto pokutuje myślenie,
że audit, to tylko czas jaki auditor spędza u strony
auditowanej. Mało kto zdaje sobie sprawę, że naj-
więcej czasu auditor spędza na przygotowaniu się do
auditu – nierzadko robi to już po godzinach normalnej
pracy, zarywając czas prywatny. Problemem są tutaj
również kompetencje auditorów. Z reguły są to osoby,
które są kierownikami różnych obszarów w firmie, a te
mają głowę zaprzątniętą innymi ważniejszymi dla
nich sprawami.
4. Mała ranga auditów wewnętrznych
Audity wewnętrzne nie zawsze mają odpowiednią
rangę w firmie. Dobrym rozwiązaniem jest np. uczest-
nictwo w spotkaniach otwierających Najwyższego
Kierownictwa. Niestety niewiele jest firm, które stosują
takie rozwiązania. Często sama obecność Prezesa
zwiększa w sposób znaczący zainteresowanie audi -
tem i powoduje, że jest on przeprowadzany zgodnie
z założonym planem. Gdy zainteresowanie najwyż -
szego kierownictwa jest niewielkie, auditorzy często
spotykają się z ponagleniami ze strony auditowa-
nej, żeby audit przeprowadzać szybciej, bo „nie ma
czasu”. Odbija się to na jakości i skuteczności bada-
nia auditowanego.
Jest to mało komfortowa sytuacja szczególnie dla
auditorów początkujących, nieposiadających jesz -
cze wielkiego doświadczenia. Duże znaczenie ma tu
właśnie postawa strony auditowanej, która na sku-
tek braku odpowiedniej świadomości, traktuje audit
wewnętrzny jako coś niedobrego dla niej, gdyż mogą
z tego wyniknąć niedobre konsekwencje. Samo prze-
prowadzenie auditów odbywa się wtedy w sposób
pobieżny, na zasadzie – „audit musi by przeprowa-
dzony, a auditor musi coś napisać w raporcie”.
Znaczenie działań poauditowych
Problemem, z jakim spotykają się auditorzy, jest również
pisanie raportów z auditu w taki sposób, by były one jasne
dla wszystkich. Nie każdy bowiem ma w sobie talent do
bardzo wyrazistego przelewania swoich myśli na papier.
Widziałem wiele raportów, których określenie końcowych
wyników jest zrozumiałe chyba tylko dla auditora. To umie-
jętność, której wymaga się od auditora i w związku z tym
wskazane jest, by auditor po napisaniu pierwszej wersji
swojego raportu, przekazał go stronie auditowanej, by ta
oceniła, czy wszystko jest dla niej zrozumiałe. Dopiero po
akceptacji raportu można go rozpowszechnić, czy wysłać
zgodnie z wewnętrzną procedurą, jaką firma ma stworzoną
do tego celu. Przy rozpowszechnianiu raportu, należy rów-
nież stosować pewne zasady, które nakazują nam zacho -
wanie poufności. Jednym słowem nie każdy musi w firmie
czytać uwagi o mojej pracy. Myślę, że w dobie możliwości
nadawania uprawnień dostępu do wewnętrznej sieci pro -
blem ten jest coraz mniejszy. Działania poauditowe składać
się powinny z trzech podstawowych elementów:
Po pierwsze – musi być przeprowadzona dokładna analiza
przyczyn powstałej niezgodności. To trudne zadanie wy -
magające znajomości podstawowych narzędzi jakościo -
wych. Nie jest dobrze, jak przyczyna jest określana jednym
zdaniem np. błąd pracownika. Musimy brać pod uwagę,
że ten błąd był spowodowany wieloma innymi czynnikami,
jak np. niewłaściwa dokumentacja, niesprawna maszyna,
pośpiech itd.
Po drugie – muszą być określone działania korygujące, ale
takie które by eliminowały określoną wcześniej przyczynę.
Chcę dodać, że najbardziej kompetentną i najwłaściwszą
osobą do sformułowania działań korygujących jest przed-
stawiciel strony auditowanej. Trzeba określić termin za-
kończenia wprowadzonych działań i ustalić, kto osobowo
będzie odpowiadał za cały proces monitorowania usuwania
niezgodności.
16
Sekcja szkoleniowa
Po trzecie – musi być dokonana ocena skuteczności pod -
jętych działań po ich zamknięciu. Ale oceny tej nie powinno
dokonywać się bezpośrednio po jej zakończeniu, lecz po
upływie np. 6 miesięcy. Chodzi tutaj o to, by jednoznacznie
stwierdzić, że niezgodności, jakie stwierdzone zostały pod-
czas auditu, nie powtórzyły się.
I dopiero wtedy możemy stwierdzić, że audit przyniósł jakiś
efekt w postaci rozwiązania problemu. Błędem, jaki często
jest popełniany w trakcie działań poauditowych, jest karanie
pracowników. To najprostsza metoda, która jednak wynika
z braku umiejętności zarządzania. Nie zawsze jednak jest
ona skuteczna, gdyż problem może powrócić ze zdwojoną
siłą.
Audit jako narzędzie do
poprawy organizacji pracy
Dawno temu grecki filozof Sokrates powiedział „Natura dała
nam dwoje oczu, dwoje uszu, ale tylko jeden język, po to
abyśmy więcej patrzyli i słuchali, niż mówili”. I ta myśl chyba
najdokładniej charakteryzuje, w jaki sposób powinny być
przeprowadzane audity i jakimi cechami powinni charak -
teryzować się auditorzy. Należy więcej słuchać niż mówić,
należy z tego wyciągać wnioski i należy naprawiać systemy
zarządzania. Audit nie ma być kontrolą, audit musi służyć
jako narzędzie do naprawy firmy.
W artykule tym starałem się przedstawić problemy, z ja-
kimi spotykają się firmy podczas realizowania wymagania
norm systemowych dotyczącymi prowadzenia auditów
wewnętrznych. Chcę jednak powiedzieć, że opisywane
problemy nie dotyczą wszystkich firm. Są przedsiębior-
stwa, gdzie programy auditów są realizowane wręcz per -
fekcyjnie. Działania poauditowe również. Te firmy nie mają
z reguły problemów organizacyjnych, gdyż są dobrze za -
rządzane. Dlatego niech zakończeniem tego artykułu będzie
sentencja:
„Nie ma złych firm, są tylko źle zarządzane”
Audit wewnętrzny
zintegrowanego systemu
zarządzania zgodnego
z normami ISO 9001:2015, ISO
14001:2015, ISO 45001
Auditor wewnętrzny
systemów jakości zgodnych
z normą ISO 9001:2015
17
Od potrzeby do
produktu, czyli
o zarządzaniu
produktem
05.
DARIUSZ HOFSCHNEIDER - trener TQMsoft
Jak nie budować produktu
skazanego na porażkę?
Żyjemy w czasach ogromnego konsumpcjonizmu. Nagłówki
kolorowych czasopism oraz portale internetowe bombar -
dują nas setkami ofert i próbują przekonać, że bez kolej-
nego telefonu, odkurzacza lub wkładek do butów Twoje życie
będzie puste i nic niewarte. Otaczają nas niezliczone ilości
różnorodnych produktów, a wiele z nich, nigdy nie znajduje
nabywców. Wizja zysku i wiara w to, że ludzie kupią wszystko,
przysłania wielu przedsiębiorcom oczy i prowadzi do du-
żych inwestycji, które nie mają szans się spłacić. Produkty
wprowadzane na rynek bez analizy potrzeb, bez analizy kon-
kurencji oraz z przeświadczeniem, że jak mnie się podoba
to innym też się spodoba to gotowy przepis na biznesową
katastrofę.
Od potrzeby do produktu
Zarządzanie produktem to dziedzina, która zyskała ogromne
znaczenie w dzisiejszym świecie biznesu. Jest to proces pla-
nowania, projektowania, wdrażania i monitorowania pro -
duktów, które mają zaspokajać potrzeby klientów i przynosić
zyski przedsiębiorstwu. Skuteczne zarządzanie produktem
wymaga zrozumienia rynku, umiejętności analizy danych,
a także zdolności do stworzenia wizji, która połączy wyma-
gania klienta z możliwościami technologicznymi.
Przedsiębiorstwa muszą więc nie tylko tworzyć innowacyjne
i atrakcyjne produkty, ale także skutecznie zarządzać ich
wprowadzeniem na rynek oraz śledzić ich cykl życia. Klu-
czowym elementem tego procesu jest określenie strategii
produktowej, która pomoże firmie w osiągnięciu długoter-
minowego sukcesu.
Budowanie strategii produktowej zaczyna się od zrozumie-
nia lub wykreowania potrzeb i oczekiwań klientów. Dzięki
narzędziom analitycznym firmy mogą lepiej poznać swoich
odbiorców i dostosować do nich swoje produkty. Na pod -
stawie zebranych danych, tworzy się koncepcję produktu,
która zostaje przetestowana pod kątem jej wykonalności
i atrakcyjności.
Podczas budowania strategii produktowej w firmie należy
zawsze mieć w pamięci jaka jest generalna wizja i strate-
gia firmy, oraz jaką pozycję mamy na rynku z perspektywy
klienta. Jeżeli przez 30 lat produkowaliśmy dobra dla klasy
średniej to nagła chęć stworzenia produktu luksusowego
może okazać się fiaskiem.
Do wstępnego zbadania potrzeb klientów oraz określenia
przyszłych funkcjonalności produktu można użyć modelu
KANO.
18
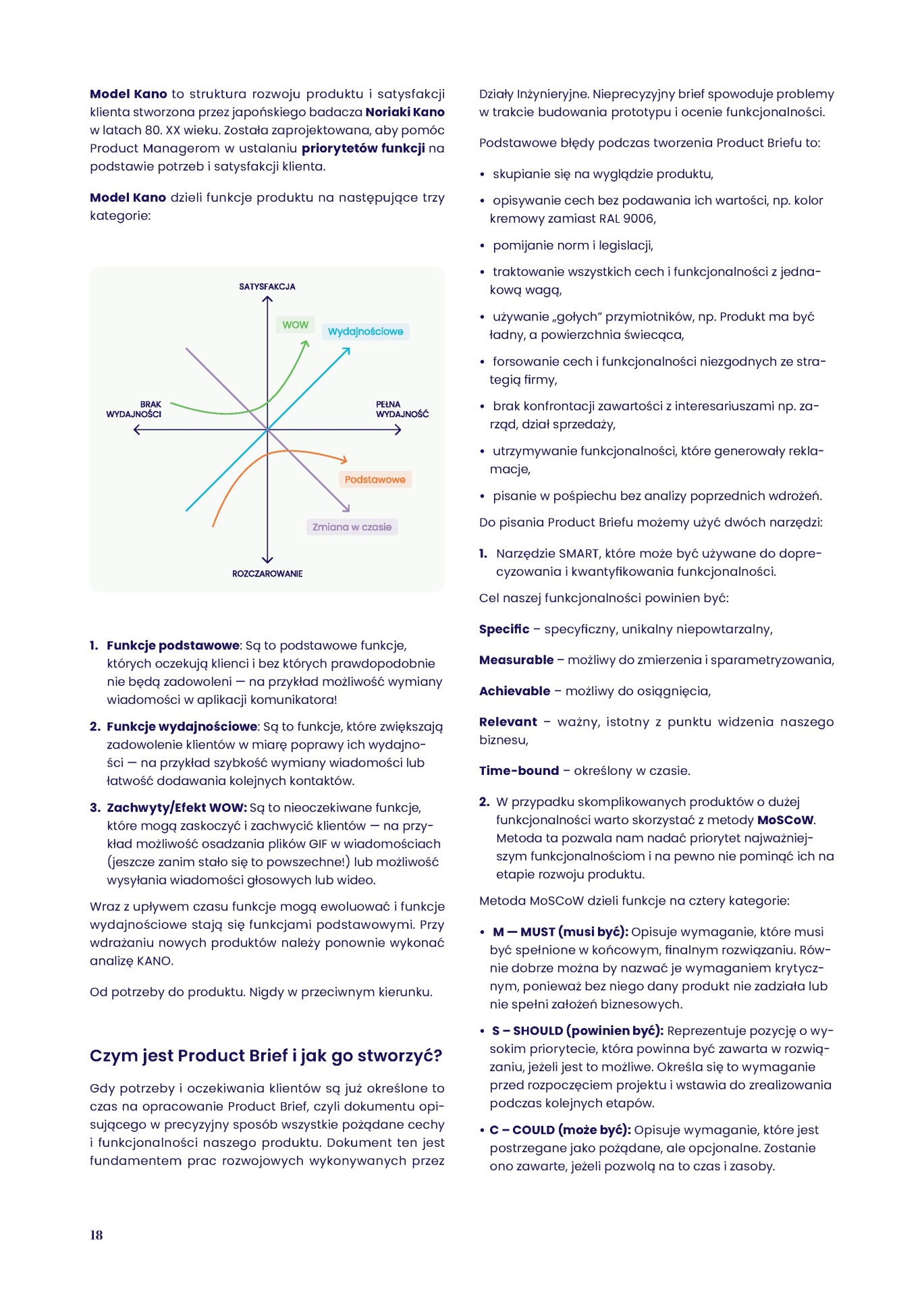
Model Kano to struktura rozwoju produktu i satysfakcji
klienta stworzona przez japońskiego badacza Noriaki Kano
w latach 80. XX wieku. Została zaprojektowana, aby pomóc
Product Managerom w ustalaniu priorytetów funkcji na
podstawie potrzeb i satysfakcji klienta.
Model Kano dzieli funkcje produktu na następujące trzy
kategorie:
Działy Inżynieryjne. Nieprecyzyjny brief spowoduje problemy
w trakcie budowania prototypu i ocenie funkcjonalności.
Podstawowe błędy podczas tworzenia Product Briefu to:
• skupianie się na wyglądzie produktu,
• opisywanie cech bez podawania ich wartości, np. kolor
kremowy zamiast RAL 9006,
• pomijanie norm i legislacji,
• traktowanie wszystkich cech i funkcjonalności z jedna-
kową wagą,
• używanie „gołych” przymiotników, np. Produkt ma być
ładny, a powierzchnia świecąca,
• forsowanie cech i funkcjonalności niezgodnych ze stra-
tegią firmy,
• brak konfrontacji zawartości z interesariuszami np. za-
rząd, dział sprzedaży,
• utrzymywanie funkcjonalności, które generowały rekla-
macje,
• pisanie w pośpiechu bez analizy poprzednich wdrożeń.
Do pisania Product Briefu możemy użyć dwóch narzędzi:
1. Narzędzie SMART, które może być używane do dopre -
cyzowania i kwantyfikowania funkcjonalności.
Cel naszej funkcjonalności powinien być:
Specific – specyficzny, unikalny niepowtarzalny,
Measurable – możliwy do zmierzenia i sparametryzowania,
Achievable – możliwy do osiągnięcia,
Relevant – ważny, istotny z punktu widzenia naszego
biznesu,
Time-bound – określony w czasie.
2. W przypadku skomplikowanych produktów o dużej
funkcjonalności warto skorzystać z metody MoSCoW.
Metoda ta pozwala nam nadać priorytet najważniej-
szym funkcjonalnościom i na pewno nie pominąć ich na
etapie rozwoju produktu.
Metoda MoSCoW dzieli funkcje na cztery kategorie:
• M — MUST (musi być): Opisuje wymaganie, które musi
być spełnione w końcowym, finalnym rozwiązaniu. Rów -
nie dobrze można by nazwać je wymaganiem krytycz -
nym, ponieważ bez niego dany produkt nie zadziała lub
nie spełni założeń biznesowych.
• S – SHOULD (powinien być): Reprezentuje pozycję o wy-
sokim priorytecie, która powinna być zawarta w rozwią-
zaniu, jeżeli jest to możliwe. Określa się to wymaganie
przed rozpoczęciem projektu i wstawia do zrealizowania
podczas kolejnych etapów.
• C – COULD (może być): Opisuje wymaganie, które jest
postrzegane jako pożądane, ale opcjonalne. Zostanie
ono zawarte, jeżeli pozwolą na to czas i zasoby.
1. Funkcje podstawowe : Są to podstawowe funkcje,
których oczekują klienci i bez których prawdopodobnie
nie będą zadowoleni — na przykład możliwość wymiany
wiadomości w aplikacji komunikatora!
2. Funkcje wydajnościowe: Są to funkcje, które zwiększają
zadowolenie klientów w miarę poprawy ich wydajno-
ści — na przykład szybkość wymiany wiadomości lub
łatwość dodawania kolejnych kontaktów.
3. Zachwyty/Efekt WOW: Są to nieoczekiwane funkcje,
które mogą zaskoczyć i zachwycić klientów — na przy-
kład możliwość osadzania plików GIF w wiadomościach
(jeszcze zanim stało się to powszechne!) lub możliwość
wysyłania wiadomości głosowych lub wideo.
Wraz z upływem czasu funkcje mogą ewoluować i funkcje
wydajnościowe stają się funkcjami podstawowymi. Przy
wdrażaniu nowych produktów należy ponownie wykonać
analizę KANO.
Od potrzeby do produktu. Nigdy w przeciwnym kierunku.
Czym jest Product Brief i jak go stworzyć?
Gdy potrzeby i oczekiwania klientów są już określone to
czas na opracowanie Product Brief, czyli dokumentu opi-
sującego w precyzyjny sposób wszystkie pożądane cechy
i funkcjonalności naszego produktu. Dokument ten jest
fundamentem prac rozwojowych wykonywanych przez
19
Sekcja szkoleniowa
• W – WON’T (nie będzie tym razem): Oznacza wyma -
ganie, które nie będzie wdrażane w zakresie podstawo -
wego produktu, ale może być rozpatrzone w przyszłości.
Umieszczanie takiego wymagania w kategorii „WON’T
HAVE” zapobiega rozszerzaniu się zakresu prac i ze-
spół wtedy wie, że dane inicjatywy nie są priorytetem
koniecznym do wykonania w określonym przedziale
czasowym.
Prototypowanie i testowanie
Podczas procesu rozwoju produktu niezwykle istotne jest
testowanie prototypów, aby upewnić się, że spełniają one
założone wymagania i oczekiwania klientów. Do testowa -
nia warto wykorzystać osoby, które nie miały dotychczas
kontaktu z produktem i mają całkowicie neutralną opinię.
Dzięki takiemu podejściu nasza ocena prototypu będzie
kompleksowa i pozbawiona emocji.
Różne rynki mogą mieć różne normy i regulacje. Pomimo
wielu przepisów unijnych wciąż w wielu krajach europej-
skich jest duża różnorodność lokalnych wymagań i certyfi-
kacji. Dlatego ważne jest, aby produkt spełniał odpowiednie
standardy na każdym z nich. Tylko wtedy można mieć pew
z obowiązującymi przepisami. W pełni przebadany pro -
dukt można dopuścić do produkcji seryjnej i rozpoczynać
sprzedaż.
Produkt na rynku, czyli
zarządzanie cyklem życia
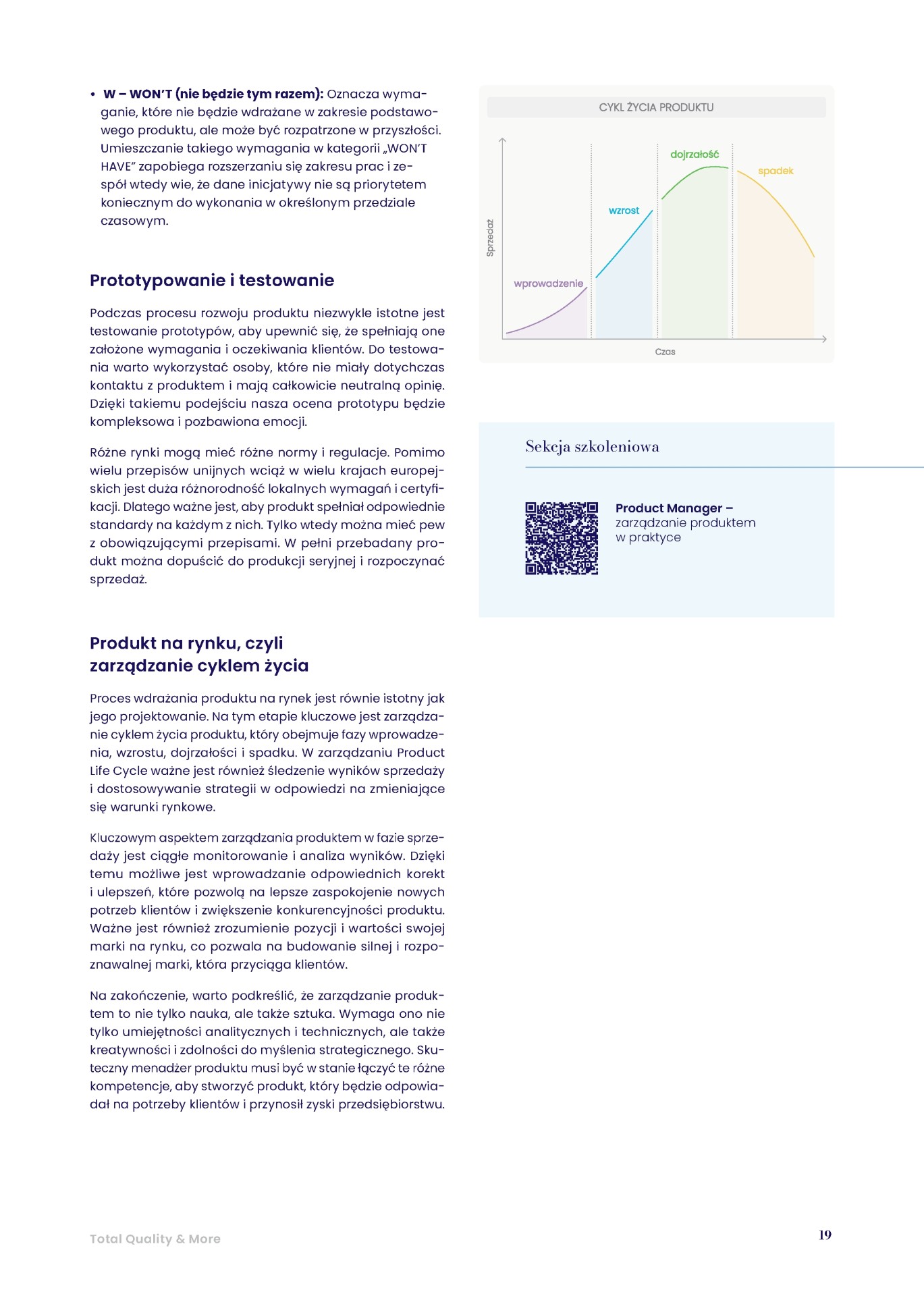
Proces wdrażania produktu na rynek jest równie istotny jak
jego projektowanie. Na tym etapie kluczowe jest zarządza-
nie cyklem życia produktu, który obejmuje fazy wprowadze-
nia, wzrostu, dojrzałości i spadku. W zarządzaniu Product
Life Cycle ważne jest również śledzenie wyników sprzedaży
i dostosowywanie strategii w odpowiedzi na zmieniające
się warunki rynkowe.
Kluczowym aspektem zarządzania produktem w fazie sprze -
daży jest ciągłe monitorowanie i analiza wyników. Dzięki
temu możliwe jest wprowadzanie odpowiednich korekt
i ulepszeń, które pozwolą na lepsze zaspokojenie nowych
potrzeb klientów i zwiększenie konkurencyjności produktu.
Ważne jest również zrozumienie pozycji i wartości swojej
marki na rynku, co pozwala na budowanie silnej i rozpo-
znawalnej marki, która przyciąga klientów.
Na zakończenie, warto podkreślić, że zarządzanie produk-
tem to nie tylko nauka, ale także sztuka. Wymaga ono nie
tylko umiejętności analitycznych i technicznych, ale także
kreatywności i zdolności do myślenia strategicznego. Sku-
teczny menadżer produktu musi być w stanie łączyć te różne
kompetencje, aby stworzyć produkt, który będzie odpowia-
dał na potrzeby klientów i przynosił zyski przedsiębiorstwu.
Product Manager –
zarządzanie produktem
w praktyce
20
Timer Pro w praktyce –
analiza czasu i ergonomii
jako fundament
skutecznej optymalizacji
procesów produkcyjnych
– case study
06.
MARIAN KRZESZOWSKI - trener TQMsoft
W
spółczesne przedsiębior-
stwa produkcyjne nie-
ustannie poszukują sposobów
na zwiększenie efektywności
swoich procesów.
W jednej z firm produkcyjnych, specjalizującej się w wytwa-
rzaniu powtarzalnych produktów w małych seriach, miałem
okazję przeprowadzić projekt optymalizacji procesów pro-
dukcyjnych i logistycznych.
Projekt objął kompleksową analizę pracy w dziale produk-
cyjnym i logistyce magazynowej. Kluczowym narzędziem
w tym przedsięwzięciu było oprogramowanie Timer Pro,
które wykorzystałem do analizy ponad 50 godzin ma -
teriału filmowego. Dzięki temu możliwe było precyzyjne
zidentyfikowanie wartości dodanej, czynności koniecznych,
marnotrawstw, nieregularności i przeciążeń. Analiza ta zo-
stała uzupełniona obserwacją bezpośrednią oraz dodat -
kowymi metodami (ABC/XYZ, kartonowe modelowanie linii,
zasady logistyki z potencjałem automatyzacji). Projekt za-
kończył się koncepcyjnym modelem linii produkcyjnej. Jego
rezultaty pokazują, jak potężnym narzędziem analitycznym
może być Timer Pro.
Czym jest Timer Pro?
To zaawansowane narzędzie do analizy wideo, które wspiera
firmy w optymalizacji procesów poprzez:
• rejestrowanie i analizowanie operacji roboczych,
• pomiar czasu i klasyfikację czynności,
• ocenę ergonomii pracy na stanowiskach,
• tworzenie wizualnej dokumentacji standardów pracy,
• identyfikację marnotrawstw według zasad Lean.
Jest szczególnie skuteczny w środowiskach produkcyjnych,
gdzie ważne są precyzyjne dane i możliwość ich wizualizacji
w procesie wdrażania zmian.
Głównym wyzwaniem była
transformacja organizacji pracy
z układu gniazdowego na liniowy
w warunkach, gdzie długie czasy
procesów międzyoperacyjnych
utrudniały płynność przepływu.
21
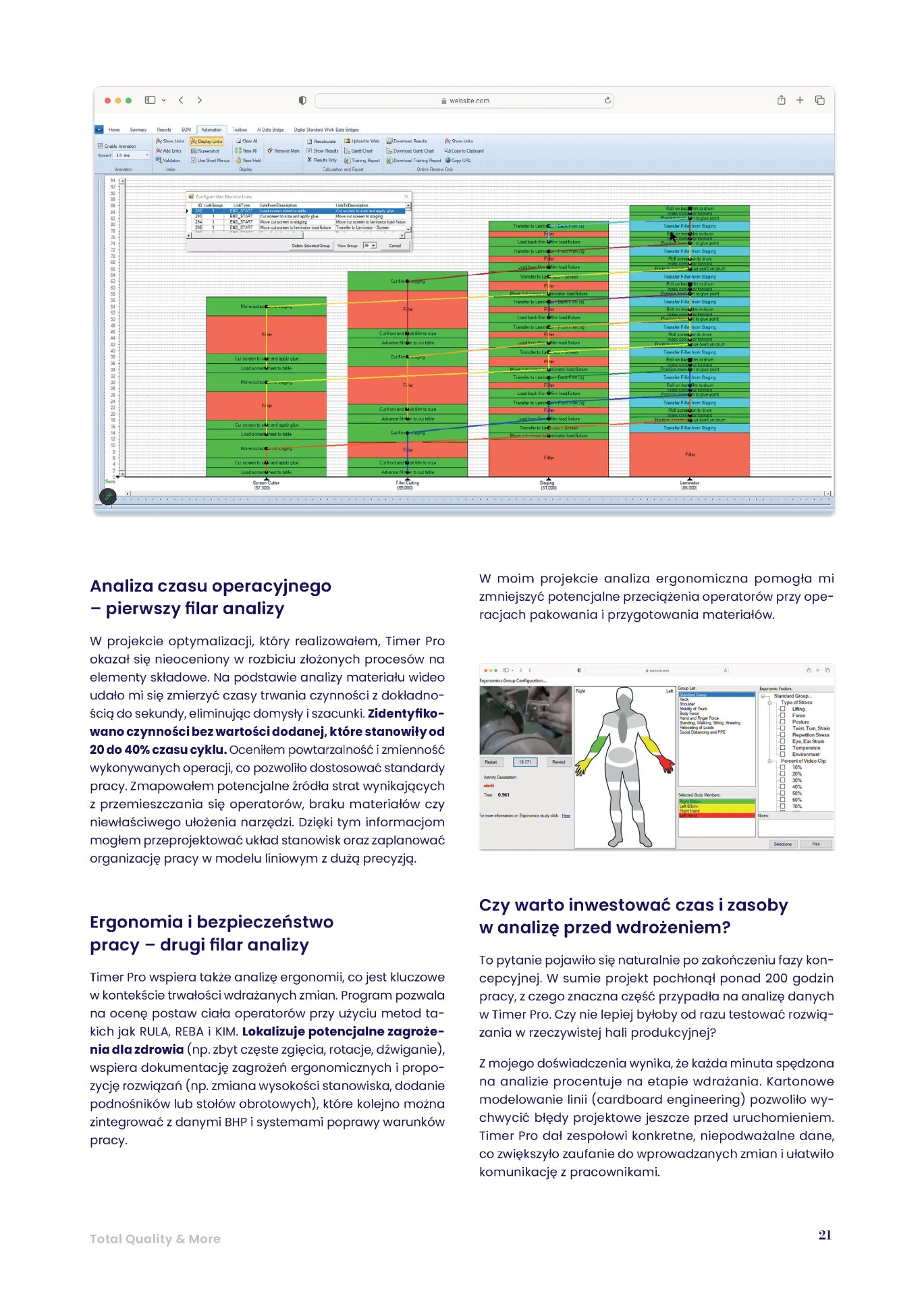
W moim projekcie analiza ergonomiczna pomogła mi
zmniejszyć potencjalne przeciążenia operatorów przy ope-
racjach pakowania i przygotowania materiałów.
Czy warto inwestować czas i zasoby
w analizę przed wdrożeniem?
To pytanie pojawiło się naturalnie po zakończeniu fazy kon-
cepcyjnej. W sumie projekt pochłonął ponad 200 godzin
pracy, z czego znaczna część przypadła na analizę danych
w Timer Pro. Czy nie lepiej byłoby od razu testować rozwią-
zania w rzeczywistej hali produkcyjnej?
Z mojego doświadczenia wynika, że każda minuta spędzona
na analizie procentuje na etapie wdrażania. Kartonowe
modelowanie linii (cardboard engineering) pozwoliło wy-
chwycić błędy projektowe jeszcze przed uruchomieniem.
Timer Pro dał zespołowi konkretne, niepodważalne dane,
co zwiększyło zaufanie do wprowadzanych zmian i ułatwiło
komunikację z pracownikami.
Analiza czasu operacyjnego
– pierwszy filar analizy
W projekcie optymalizacji, który realizowałem, Timer Pro
okazał się nieoceniony w rozbiciu złożonych procesów na
elementy składowe. Na podstawie analizy materiału wideo
udało mi się zmierzyć czasy trwania czynności z dokładno-
ścią do sekundy, eliminując domysły i szacunki. Zidentyfiko-
wano czynności bez wartości dodanej, które stanowiły od
20 do 40% czasu cyklu. Oceniłem powtarzalność i zmienność
wykonywanych operacji, co pozwoliło dostosować standardy
pracy. Zmapowałem potencjalne źródła strat wynikających
z przemieszczania się operatorów, braku materiałów czy
niewłaściwego ułożenia narzędzi. Dzięki tym informacjom
mogłem przeprojektować układ stanowisk oraz zaplanować
organizację pracy w modelu liniowym z dużą precyzją.
Ergonomia i bezpieczeństwo
pracy – drugi filar analizy
Timer Pro wspiera także analizę ergonomii, co jest kluczowe
w kontekście trwałości wdrażanych zmian. Program pozwala
na ocenę postaw ciała operatorów przy użyciu metod ta -
kich jak RULA, REBA i KIM. Lokalizuje potencjalne zagroże-
nia dla zdrowia (np. zbyt częste zgięcia, rotacje, dźwiganie),
wspiera dokumentację zagrożeń ergonomicznych i propo -
zycję rozwiązań (np. zmiana wysokości stanowiska, dodanie
podnośników lub stołów obrotowych), które kolejno można
zintegrować z danymi BHP i systemami poprawy warunków
pracy.
22
Timer Pro: narzędzie proste w obsłudze,
potężne w rękach eksperta
Jednym z dużych atutów Timer Pro jest jego intuicyjna
obsługa. Już po krótkim szkoleniu pracownik może
samodzielnie:
• nagrać i podzielić proces na czynności,
• zmierzyć czasy operacyjne,
• oznaczyć marnotrawstwa,
• wygenerować proste raporty i wizualizacje.
To sprawia, że Timer Pro może być z powodzeniem wyko -
rzystywany również w codziennej pracy liderów produkcji,
inżynierów procesu czy pracowników działu BHP.
Ale i tu warto podkreślić prawdziwa siła tego narzędzia
ujawnia się w rękach specjalisty z doświadczeniem, który:
• potrafi właściwie interpretować dane i konteksty proce-
sowe,
• łączy analizę czasu z ergonomią, layoutem i logistyką
wewnętrzną,
• widzi nie tylko „gdzie jest problem”, ale dlaczego się
pojawia i jak go rozwiązać w sposób systemowy,
• integruje Timer Pro z innymi narzędziami Lean i projekto-
waniem zmian organizacyjnych.
Można powiedzieć, że Timer Pro to jak dobry nóż kuchenny
– poradzi sobie z nim każdy, ale dopiero w rękach doświad-
czonego kucharza powstaje prawdziwe danie.
Timer Pro pozwala spojrzeć
na procesy w zupełnie nowy
sposób – nie przez pryzmat
założeń, lecz twardych danych
i rzeczywistych zachowań.
Jakie korzyści niesie ze sobą
wykorzystanie Timera Pro?
Timer Pro to nie tylko narzędzie do pomiaru czasu, ale
przede wszystkim platforma analityczna wspierająca
decyzje strategiczne w obszarze produkcji i ergonomii.
W kontekście wdrażania Lean Manufacturing, automatyzacji
czy zmiany układu produkcyjnego, jego rola jest trudna do
przecenienia.
Bezpośrednie korzyści z wykorzystania tego oprogramo -
wania to:
• precyzyjna identyfikacja strat i punktów optymalizacji,
• lepsze przygotowanie do zmian organizacyjnych,
• wzrost zaangażowania pracowników dzięki wizualizacji
problemów,
• bezpieczniejsze i bardziej ergonomiczne stanowiska
pracy.
W świecie produkcji, w którym liczy się każda sekunda
i każdy ruch,
Wykup licencję Timera Pro
u nas!
APQP for Wind- wykorzystanie APQP w branży
energetyki wiatrowej (APQP-4W)
Celem szkolenia jest zapoznanie uczestników z przekrojem wymagań podejścia zaawanso -
wanego planowania jakości dla branży wiatrowej APQP 4Wind; pogłębienie wiedzy w obszarze
odpowiedzialności najwyższego kierownictwa, dowody przywództwa i zaangażowanie w od-
niesieniu do systemu zarządzania jakością; wymiana doświadczeń z trenerem praktykiem
w zakresie specyficznych wymagań APQP 4Wind oraz wymagań CoreTools wspomagających
planowanie jakości.
Ergonomia w nowoczesnych organizacjach
Celem szkolenia jest uświadomienie uczestników jaki wpływ ma ergonomia na pracę i inne
aspekty życia człowieka; uświadomienie aspektów prawnych związanych z ergonomią, inter -
dyscyplinarność zagadnień; omówienie głównych schorzeń wywołanych czynnikami szko -
dliwymi w pracy, w tym wpływ ergonomii na układ mięśniowo-szkieletowy; wskazanie na
możliwość złagodzenia skutków długotrwałego przebywania w nieergonomicznych pozycjach;
zaprezentowanie elementów projektowania stanowisk roboczych; omówienie aspektów eko -
nomiczny ruchów, układu stanowisk pracy, wprawy i kolejności działań na czas pracy; zapo-
znanie uczestników z podstawowymi metodami oceny ergonomicznej
Ergonomia w praktyce - REBA, RULA, KIM, NIOSH
Celem szkolenia jest przygotowanie uczestników do przeprowadzenia analizy ergonomicznej
dla istniejących stanowisk pracy; podanie zasad w oparciu, o które należy projektować sta-
nowiska, aby ograniczać ryzyko zawodowe związane z wykonywaniem pracy
APQP-4W
2 dni po 7 godz.
BHP, środowisko i energia
BHP, ŚRODOWISKO I ENERGIA
DOSTĘPNA WERSJA ON-LINE
Rezerwacja
szkoleń przez www
lub aplikację TQMsoft
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
ERG-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
ERG-W
07.
Katalog szkoleń
lipiec - grudzień 2025
23
Raportowanie ESG w praktyce
Celem szkolenia jest nabycie praktycznych umiejętności dotyczących definiowania celu
i odbiorców raportu ESG, projektowania działań angażujących interesariuszy i określania ich
wpływu na organizację, przeprowadzania analizy istotności i diagnozy ESG, opracowywania
strategii ESG, działań odpowiadających poszczególnym jej obszarom i sposobów ich pomiaru.
Wymagania BHP wg ISO 45001
Celem szkolenia jest uzyskanie wiedzy o wymaganiach normy ISO 45001:2018 oraz jak je wdro-
żyć; ukazanie jak wkomponować wymagania normy ISO 45001:2018 do funkcjonujących już
w firmie systemów.
ISO 14001:2015 – wymagania systemu zarządzania
środowiskowego
Celem szkolenia jest nabycie wiedzy przez uczestników na temat możliwości samodzielnego
przystosowania organizacji do wymagań nowej normy ISO 14001:2015; zdobycie i zachowanie
wiedzy organizacji w zakresie wymagań nowego standardu ISO 14001:2015; zdobycie i zacho-
wanie podstawowej wiedzy organizacji w zakresie normy ISO 31000 do zarządzania ryzykiem;
poznanie różnic pomiędzy ISO 14001:2015 vs. ISO 14001:2004 oraz systemowego podejścia do
certyfikacji/recertyfikacji systemu wg wymagań nowego standardu.
Analiza i raportowanie w MS Excel
Celem szkolenia jest zapoznanie się z możliwościami prowadzenia zaawansowanych analiz
za pomocą popularnego oprogramowania MS Excel, pod kątem oceny własnych potrzeb
i możliwości w zakresie wykorzystania metod analizy i przetwarzania danych; przedstawienie
metod i narzędzi koniecznych dla celów statystycznych, opisowych i efektywnego raporto -
wanie wnioskowania dla celów planowania i prognozowania.
Excel dla inżynierów
Celem szkolenia jest zapoznanie z możliwościami prowadzenia zaawansowanych analiz
za pomocą posiadanego w większości przedsiębiorstw oprogramowania MS Excel, bez ko -
nieczności kupowania specjalistycznych programów statystycznych oraz nauczenie biegłe -
go wykorzystywania MS Excel w zakresie podstawowym pod kątem obliczeń i interpretacji
parametrów, graficznej prezentacji danych, stosowania narzędzi bazodanowych, wymiany
danych czy makrodefinicji.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
ISO 45001
ESG-P
BHP, środowisko i energia
ISO14-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
Excel
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
EXCEL
EXL-I
EXL-A
24
HR
Employer Branding i CSR – Warsztaty Praktyczne
Celem szkolenia jest nauczenie Uczestników narzędzi tworzenia komunikacji z kandydatami
i budowania Employer Brandingu; stworzenie scenariusza projektu Employer Brandingowe -
go adekwatnego dla organizacji, w której pracują; zapoznanie z obszarem CSR i działaniami
mającymi na celu wspierać Employer Branding oraz w dłuższej perspektywie optymalizować
procesy rekrutacyjne. Nauczenie uczestnika podstawowych zasad komunikacji zewnętrznej
z kandydatem, także poprzez social media i portale z ogłoszeniami rekrutacyjnymi.
HR Business Partner - przygotowanie do zawodu
Celem szkolenia jest nauczenie uczestnika bycia doradcą, konsultantem wewnętrznym dla
biznesu dostarczającym adekwatne do potrzeb wsparcie i rozwiązania.
Matryce kompetencji
Celem szkolenia jest praktyczne nauczenie Uczestników wykorzystywania matryc kompetencji
w firmie dla różnych stanowisk i oceny rozwoju pracowników.
Skuteczna rekrutacja w firmie produkcyjnej
Celem szkolenia jest nabycie oraz kształtowanie umiejętności prowadzenia procesu rekruta-
cyjnego z uwzględnieniem głównych jego etapów realizacyjnych; przygotowanie do rekrutacji,
efektywne prowadzenie rozmów rekrutacyjnych; zastosowanie rekrutacji w działaniach em -
ployer brandingowych oraz kształtowaniu wizerunku firmy na zewnątrz organizacji.
Finanse dla inżynierów
Celem szkolenia jest zapoznanie uczestników z zagadnieniem analizy finansowej niezbędnej
w pracy inżyniera; zrozumienie czego oczekują od inżyniera finansiści - podstawowe pojęcia
dotyczące zarządzania finansami przedsiębiorstwa; podejmowanie decyzji od strony finan -
sowej na podstawie interpretacji sprawozdań finansowych i wskaźników; zrozumienie przepły-
wów pieniężnych w przedsiębiorstwie – czym jest cash flow i dlaczego jest ważny; znajomość
potrzeb kapitałowych firmy i kosztów kapitału.
Menadżer produkcji - doskonalenie kompetencji
osobistych
Celem szkolenia jest podniesienie kwalifikacji zarządczych wyższego szczebla kierowniczego
w firmie produkcyjnej; możliwość oceny predyspozycji menadżerskich, a tym samym określe-
nia potencjalnych obszarów do samodoskonalenia; wymiana doświadczeń w oparciu o studia
przypadków, a także aktualizacja wiedzy na temat zjawisk zachodzących na polskim rynku
pracy, które mają istotny wpływ na organizację i późniejszy przebieg procesów produkcyjnych.
1 dni po 7 godz.
1 dni po 7 godz.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
UO-HRPZ
UO-EB
UO-MK
UO-RKR
HR
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
KOMPETENCJE MENADŻERSKIE
FIN-I
UO-DMP
Kompetencje menadżerskie
25
Leadership – doskonalenie kompetencji osobistych
wyższej kadry menedżerskiej w firmie produkcyjnej
Celem szkolenia jest rozwinięcie umiejętności przewodzenia oraz kierowania ze-
społem projektu; dokonanie samooceny własnych umiejętności przywódczych;
udoskonalenie kompetencji dotyczących ukierunkowywania ludzi, motywowa -
nia i inspirowania, komunikowania się, rozwiązywania konfliktów, kreowania więzi,
a także negocjowania i odgrywania roli lidera zmian.
Skuteczny menedżer - praktyczne aspekty zarządzania
Celem szkolenia jest zaprezentowanie roli i funkcji lidera w zespole; zastanowienie się, jaki jest jego
styl kierowania grupą; pokazanie gotowych rozwiązań, które podniosą skuteczność zarządzania.
Zarządzanie zmianą dla Liderów zmian
Celem szkolenia jest nauczenie Uczestników sposobów planowania, komunikowania, wpro -
wadzania i monitorowania procesów zmian w przedsiębiorstwie. Przedstawione zostają role
i zadania poszczególnych osób w procesach zmian (sponsor, ambasador, lider, uczestnik
zmiany). W trakcie warsztatów wykonywana jest również mapa procesu zmiany. Ponadto
omawiane są ważne aspekty funkcjonowania przedsiębiorstwa w kategoriach: zmienność
(VUCA), zwinność i sprawność organizacji.
Rozwiązywanie konfliktów - trening kompetencji
osobistych dla liderów zespołów
Celem szkolenia jest poznanie różnych źródeł sytuacji konfliktowych i ich wpływu
na sposób rozwiązywania, rozwinięcie umiejętności dostrzegania symptomów
powstawania sytuacji konfliktowych. Uświadomienie sobie preferowanych stylów
reagowania w sytuacjach konfliktowych i poszerzenie umiejętności korzystania
również z innych stylów.
Autoprezentacja i wystąpienia publiczne
na żywo i online
Celem szkolenia jest rozwój umiejętności skutecznego komunikowania się i pre-
zentowania treści zarówno na żywo, jak i online, nauka zarządzania stresem oraz
radzenia sobie z nieprzewidzianymi sytuacjami podczas wystąpień. Wzmacnianie
pewności siebie i budowanie pozytywnego wizerunku przed publicznością.
Skuteczny feedback (informacja zwrotna) dla liderów
i menadżerów
Celem szkolenia jest zrozumienie roli feedbacku w procesie zarządzania zespołem
i rozwoju pracowników. Nauka stosowania skutecznych metod informacji zwrot -
nej w rozmowach podsumowujących, rozwojowych i dyscyplinujących. Eliminacja
najczęstszych błędów w udzielaniu informacji zwrotnej.
Skuteczny feedback (informacja zwrotna)
dla pracowników i członków zespołów
Celem szkolenia jest zrozumienie roli informacji zwrotnej w budowaniu skutecznej
współpracy. Nauka skutecznych metod udzielania bieżącego feedbacku w co -
dziennych interakcjach. Zdobycie umiejętności dostosowywania informacji zwrot-
nej do różnych odbiorców: kolegów, współpracowników, klientów i przełożonych.
Kompetencje menadżerskie
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
UO-SM
UO-LSD
1 dni po 8 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
UO-ZZPS
2 dni po 7 godz.
UO-LK
UO-WP
UO-SFL
UO-SFP
2 dni po 8 godz.
1 dni po 8 godz.
1 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
NOWOŚĆ!
NOWOŚĆ!
NOWOŚĆ!
26
Koordynator Kaizen
Celem szkolenia jest przygotowanie uczestników do zaprojektowania, wdrozenia i rozwoju
sustemu KAIZEN w organizacji; zapoznanie się i wdrożenie instrumentów KAIZEN takich jak:
MUDA, KAIZEN Blitz, Problem Solving i PDCA.
KAIZEN - ciągłe doskonalenie
Celem szkolenia jest przekazanie wiedzy o organizacji i działaniu systemu KAIZEN dla członków
zespołów KAIZEN ze szczególnym uwzględnieniem ich liderów; przygotowanie uczestników do
podjęcia skutecznej i efektywnej współpracy dotyczącej ciągłego doskonalenia w ramach
systemu KAIZEN.
Budowa programu pomysłów pracowniczych Kaizen
Celem szkolenia jest przekazanie wiedzy i nabycie przez uczestników umiejętności wdroże-
nia i zarządzania programem pomysłów pracowniczych; zaprezentowanie nowoczesnego
podejścia do wykorzystania kreatywności pracowników oraz zapoczątkowanie i umiejętność
rozwoju efektywnego programu pomysłów.
Lean Lab
Celem szkolenia jest poznanie metod służących poprawie wydajności i efektywności pracy
laboratorium; pokazanie w ujęciu Lean ważnych elementów pracy laboratorium (rozwiązy
- wanie problemów, zarządzanie czasem, unikanie marnotrawstwa, skuteczna komunikacja
oraz utrzymanie porządku); przećwiczenie w/w elementów na przygotowanych przykładach
oraz przygotowanym i opisanym wcześniej procesie pracy laboratorium.
Lean logistic - ekonomia i ergonomia transportu
Celem szkolenia jest zdobycie przez uczestników wiedzy w zakresie doskonalenia procesów
logistycznych w oparciu o metodę KAIZEN; zaprezentowanie zasad filozofii Lean w zarządzaniu
procesami logistycznymi; poznanie narzędzi i technik stosowanych w celu poprawy efektyw-
ności i produktywności w obszarze logistyki; nabycie przez uczestników umiejętności zasto-
sowania prezentowanych narządzi i technik w ciągłym doskonaleniu; zaznajomienie z meto -
dologią Kaizen zarządzania wprowadzaniem nieustannych usprawnień przez pracowników;
sposoby opracowywania wniosków usprawniających; warsztaty, przykłady wprowadzanych
usprawnień dla obszarów logistycznych.
Lean Manufacturing w praktyce
Lean Manufacturing to strategia działań operacyjnych skupionych na doskonaleniu prze -
pływów. Szkolenie przeznaczone jest dla firm, dla których kultura ciągłego doskonalenia oraz
ciągłego uczenia się ma być wpisana w kod organizacji.
Lean Office
Celem szkolenia jest uświadomienie możliwości zastosowania zasad lean management
w procesach usługowych. Poznanie narzędzi lean oraz korzyści z ich stosowania.
KAIZ-K
KAIZ-P
KAIZ-PP
L-LAB
LLG
2 dni po 7 godz.
2 dni po 7 godz.
1 dni po 7 godz.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
Lean
LEAN
LM
LOF
3 dni po 6 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
27
SMED - redukcja czasu przezbrojeń maszyn
Celem szkolenia jest zapoznanie się z korzyściami wynikającymi ze SMED, zastosowaniem
specjalnych technik i narzędzi, genezą metody SMED, etapami przezbrajania maszyn i ich
omówieniem, poznanie i przećwiczenie w oparciu o rzeczywiste urządzenie wybrane metody
i techniki pomocnicze oraz dokonają analizy przezbrojenia.
Kompleksowe utrzymanie maszyn - TPM w praktyce
Celem szkolenia jest przedstawienie TPM jako systematycznego podejścia do kompleksowego
zarządzania utrzymaniem ruchu maszyn i urządzeń z uwzględnieniem sposobów włączenia
wszystkich pracowników przedsiębiorstwa w działania usprawniające funkcjonowanie parku
maszynowego, pokazanie koncepcji TPM z uwzględnieniem warunków koniecznych do jego
wprowadzenia w firmie poprzez przećwiczenie narzędzi stosowanych w TPM, wyjaśnienie roli
działu UR oraz Autonomus Maintenance w określaniu strategii TPM dla firmy
Mapowanie strumienia wartości
Celem szkolenia jest nauczenie stosowania mapy strumienia wartości - VSM we właściwy
sposób, w odpowiednich procesach i właściwym czasie, jako strategicznego narzędzia do -
skonalenia organizacji.
STATYSTYCZNE STEROWANIE PROCESEM (SPC) ANALIZA
SYSTEMÓW POMIAROWYCH (MSA) WEDŁUG WYMAGAŃ
BRANŻY LOTNICZEJ
Celem szkolenia jest przedstawienie uczestnikom oraz szczegółowe omówienie, praktyczne
wykorzystanie i interpretacja wyników w zakresie stosowania narzędzi statystycznego stero-
wania procesem (SPC) i kwalifikacji systemów pomiarowych (MSA) zgodnie z aktualnymi wy -
maganiami branży lotniczej - SAE RM 13006:2021 „Process Control Methods”, SAE RM 13003:2021
„Measurement Systems Analysis”.
Planowanie eksperymentu - DOE zakres podstawowy
Celem szkolenia jest przekazanie uczestnikowi wszystkich niezbędnych informacji i umie -
jętności, aby samodzielnie zaplanować i przeprowadzić eksperyment, a następnie poddać
analizie uzyskane wyniki i przedłożyć poprawną ich interpretację; zbudowaie przez uczest
- nika poprawnego modelu prognostycznego, a następnie za jego pomocą zrealizowanie
jedenego z czterech alternatywnych celów posługując się planami eliminacyjnymi (ang.
screening design); ustalenie najważniejszych czynników sterujących, które będą poddane
badaniom szczegółowym; wyznaczenie wartości nastaw realizujących optymalną wartość
prognozy odpowiedzi badanego obiektu; wyznaczenie wartości nastaw minimalizujących wa -
riancję badanego obiektu (minimalizacja okna procesowego); wyznaczenie kompletnej mapy
odpowiedzi badanego obiektu; poznanie podstaw statystycznej analizy danych – statystyka
opisowa, statystyka matematyczna, regresja i korelacja, planowanie ekspery - mentu (DOE).
SMED-W
TPM
2 dni po 7 godz.
Lean
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
METODY STATYSTYCZNE
VSM
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
Metody statystyczne
AS-SPC_MSA
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOE-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
28
Metody statystyczne
Statystyczne sterowanie procesem SPC z analizą
systemów pomiarowych MSA
Celem szkolenia jest przedstawione znaczenia statystycznego sterowania procesem SPC
i analizy systemów pomiarowych MSA w kontekście współczesnych wymagań jakościowych
(przede wszystkim ISO 9001:2015) – podejmowanie decyzji na podstawie analizy danych, cią-
głe doskonalenie (PDCA), zarządzanie ryzykiem, narzędzia statystyczne - w szczególno - ści
SPC, MSA w Big Data; prezentacja zasad funkcjonowania i praktycznego wykorzystania metod
statystycznego sterowania procesem (SPC) i analizy systemów pomiarowych MSA, zarówno
w odniesieniu do parametrów mierzalnych, jak i w przypadku kwalifikacji alterna - tywnej;
przedstawienie wzajemnych relacji pomiędzy SPC i MSA; nabycie umiejętności okre - ślenia
zapotrzebowania na SPC i MSA, doboru narzędzi SPC i MSA, a także przeprowadzania analiz
interpretacji wyników z zakresu SPC i MSA.
Statystyczne sterowanie procesem SPC
- szkolenie podstawowe
Celem szkolenia jest przedstawienie znaczenia statystycznego sterowania procesem SPC
w kontekście współczesnych wymagań jakościowych (przede wszystkim ISO 9001:2015) – po
- dejmowanie decyzji na podstawie analizy danych, ciągłe doskonalenie (PDCA), zarządza -
nie ryzykiem, narzędzia statystyczne - w szczególności SPC - w Big Data; prezentacja zasad
funkcjonowania i praktycznego wykorzystania metod statystycznego sterowania procesem
(SPC), zarówno w odniesieniu do parametrów mierzalnych, jak i w przypadku kwalifikacji al-
ternatywnej, nabycie umiejętności określenia zapotrzebowania na SPC, doboru narzędzi SPC,
a także przeprowadzania analiz interpretacji wyników z zakresu SPC.
Statystyczne sterowanie procesem SPC
w branży motoryzacyjnej
Celem szkolenia jest przedstawienie oczekiwań odnośnie wykorzystania metod statystycz
- nego sterowania procesem SPC w kontekście współczesnych wymagań jakościowych
w branży motoryzacyjnej - ISO 9001:2015+IATF 16949:2016, VDA, QS-9000 (AIAG), ANFIA, wyma
- gania producentów (VW, BMW, Fiat, Ford, itd.); prezentacja zasad funkcjonowania i prak -
tycznego wykorzystania metod statystycznego sterowania procesem (SPC) właściwych do
standardów obowiązujących w motoryzacji; nabycie umiejętności określenia zapotrzebo -
wania na SPC, doboru narzędzi SPC, a także przeprowadzania analiz interpretacji wyników
z zakresu SPC, zgodnie z oczekiwaniami branży motoryzacyjnej.
Statystyczne sterowanie procesem SPC
- poziom zaawansowany
Celem szkolenia jest przedstawienie znaczenia statystycznego sterowania procesem SPC
w kontekście współczesnych wymagań jakościowych (przede wszystkim ISO 9001:2015, IATF
16949:2016) – podejmowanie decyzji na podstawie analizy danych, ciągłe doskonalenie
(PDCA), zarządzanie ryzykiem, Big Data; pogłębienie znajomości metod statystycznego ste
- rowania procesem (SPC); nabycie umiejętności określenia zapotrzebowania na bardziej
zaawansowane narzędzia SPC, właściwego doboru tych narzędzi oraz ich optymalnego wy -
korzystania pod kątem dostarczania użytecznych procesowo informacji.
Metody statystyczne w kontroli dostaw
Celem szkolenia jest prezentacja zasad funkcjonowania i wyboru metod staty -
stycznych w kontroli dostaw - statystyczne plany odbiorcze w odniesieniu do
cech ocenianych atrybutowo oraz cech mierzalnych, pośrednia metoda kontroli
(elementy SPC), wykorzystanie innych narzędzi statystycznych (testy statystyczne).
SPC-P
SPC-QS
SPC-MSA
3 dni po 6 godz.
2 dni po 6 godz.
2 dni po 6 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
SPC-Z
STAT-KD
1 dni po 7 godz.
2 dni po 6 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
NOWOŚĆ!
29
Procedury kontroli wyrywkowej metodą alternatywną
- plany wg AQL i LQ
Celem szkolenia jest zapoznanie się z zasadami stosowania statystycznych planów odbior -
czych do badania jakości produkcji gotowej według PN_ISO 2859-1 + AC1 „Plany badania na
podstawie akceptowanego poziomu jakości (AQL) stosowane podczas kontroli partia za par -
tią”, PN-ISO 2859-2 „Plany badania na podstawie jakości granicznej (LQ) stosowane podczas
kontroli partii izolowanych”, PN-ISO 2859-3 „Procedury kontroli skokowej”
Analiza raportów pomiarowych 3D (ARP-3D)
Celem szkolenia jest zdobycie podstawowej wiedzy z zakresu prezentacji wyników pomiaro -
wych geometrii części, w odniesieniu do dokumentacji technicznej wyrobów i nabycie umie-
jętności analizowania raportów pomiarowych 3D, generowanych przez urządzenia współrzęd -
nościowe, takie jak Współrzędnościowe Maszyny Pomiarowe (WMP/CMM) oraz urządzenia
skanujące powierzchnię detali, w szczególności pod kątem analizy zgodności geometrii
wyrobów z wymaganiami, a także rozwiązywania problemów jakościowych i definiowania
niezbędnych korekt procesów i narzędzi.
Kierownik Kontroli Jakości
Celem szkolenia jest poznanie podstawowych zadań służb kontroli jakości, rodzaji kontro - li
jakości wyrobów; zastosowanie praktyczne zalet i wad; tworzenie skutecznych planów kontroli
jakości wyrobów, organizacja służb kontroli jakości; analiza różnych wariantów - zalety i wady;
omówienie aspektu odpowiedzialności za wyrób w odniesieniu do wymagań prawnych, za -
dania kontroli jakości w projektowaniu i rozwoju; przedstawionie na podstawie przykładów,
jak radzić sobie w sytuacjach konfliktowych oraz jak im zapobiegać.
Kierownik laboratorium
Celem szkolenia jest przedstawienie uczestnikom systemowych elementów, które określają
działalność merytoryczną laboratoriów; poprawa skuteczności i efektywności działania labo-
ratorium w oparciu o wymagania ISO 17025:2017 oraz IATF 16949:2016; zapoznanie z wymaga-
niami dla laboratoriów wg ISO 17025:2017, dla wykazania, że laboratorium jest kompetentne
i może generować ważne wyniki.
Kontroler jakości
Celem szkolenia jest wprowadzenie uczestników do pracy na stanowisku kontroler jakości;
przedstawienie metod kontroli jakości oraz ich zastosowanie praktyczne: zalety i wady; omó-
wienie procesu rozwiązywania problemów jakościowych od wykrycia po wdrożenie działań
korygujących; przedstawienie metod pomiarów i ich praktycznego zastosowania; przedsta -
wienie na podstawie przykładów, jak radzić sobie w sytuacjach konfliktowych oraz jak im
zapobiegać.
Metrologia długości i kąta
Celem szkolenia jest zapewnienie realizacji poprawnych pomiarów z zakresu metrologii wiel-
kości geometrycznych; zapewnienie realistycznej oceny dokładności wykonywanych pomia -
rów; określanie zdolności przyrządów pomiarowych do zadań metrologicznych; planowanie
pomiarów.
Metrologia i kontrola, laboratoria
AQL-P
2 dni po 6 godz.
DOSTĘPNA WERSJA ON-LINE
METROLOGIA I KONTROLA, LABORATORIA
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
ARP-3D
MDK
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
KTJ
KL-P
KKJ
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
30
Metrologia i kontrola, laboratoria
Analiza systemów pomiarowych dla oceny
alternatywnej (OK/NOK)
Celem szkolenia jest poznanie metod badań zdolności systemów pomiarowych (kontrol -
nych) stosowanych do kontroli alternatywnej wyrobów (ocena: dobry/zły) wg wytycznych
MSA-4, błędy kontroli alternatywnej - błędy I i II rodzaju, powtarzalność, niepoprawność, test
Cohen’a zgodności ocen kontrolerów (metoda „Kappa” – Cross Tab Method), metoda anali -
tyczna (Analytic Method), metoda detekcji sygnałów (Signal Detection Method).
Analiza systemów pomiarowych dla właściwości
mierzalnych
Celem szkolenia jest poznanie metod określania zdolności systemów pomiarowych dla wła -
ściwości mierzalnych wg wytycznych branży motoryzacyjnej, powtarzalność i odtwarzalność
- analiza „R&R”; niepoprawność, rozdzielczość, stabilność, wskaźniki oceny zdolności, interpre-
tacja i wymagania; analiza graficzna; problemy praktyczne planowania i wykonywania oceny
zdolności systemów pomiarowych; wykonanie ćwiczenia z wykorzystaniem wspomagania
komputerowego i przyrządów uniwersalnych do pomiarów wielkości geometrycznych.
Analiza systemów pomiarowych - metoda R&R
dla pomiarów niepowtarzalnych
Celem szkolenia jest nauczenie dokonywania wyboru metody do oceny zdolności syste -
mów pomiarowych w przypadku pomiarów niepowtarzalnych; wybrania, zaprojektowania
i prowadzenia karty kontrolnej do monitorowania stabilności systemu pomiarowego, w tym
przygotowywać próbki, wybrać metodę i wykonywać badania zdolności metodą R&R wraz
z interpretacją wyników.
VDA 5 - analiza systemów pomiarowych
wg wymagań VDA
Celem szkolenia jest zapoznanie uczestników z wymaganiami dotyczącymi metod oceny
zdolności i kwalifikacji systemów pomiarowych oraz systemów kontroli alternatywnej („atry-
butowej”), wg podręczników Quality Management in the Automotive Industry: (1) „Capability
of Measurement Processes”, VDA 5, July 2011, (2) „Measurement and Inspection Processes”,
VDA 5, July 2021; nabycie umiejętności praktycznego wykorzystania i interpretacji wyników
kwalifikacji systemów pomiarowych / systemów kontroli alternatywnej, według VDA 5.
Norma laboratoryjna 17025
Szkolenie zawiera elementy teoretyczne oraz szereg ćwiczeń warsztatowych z wymagań nor -
my 17025. Część warsztatowa skupiona jest na osiągnięciu sprawnośći w opracowywaniu
dokumentacji systemu jakości i biegłości w wykonywaniu wymaganych przez system działań
zapobiegających odstepstwom.
Nadzorowanie wyposażenia kontrolno-
pomiarowego w laboratorium fizykochemicznym
Celem szkolenia jest poznanie zakresu i zasad nadzorowania wyposażenia pomiarowego;
przekazanie wiedzy dotyczącej prawidłowego nadzoru nad wyposażeniem pomiarowym oraz
jego użytkowania; przygotowanie do sporządzenia procedur dotyczących nadzorowania wy -
posażenia pomiarowego oraz procedur dotyczących wzorcowań wewnętrznych własnego
wyposażenia pomiarowego; przygotowanie do prawidłowego sporządzania i wykorzystywania
świadectw wzorcowania.
MSARR
MSAKAP
2 dni po 7 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
MSARR-N
3 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
NWP-FCH
NL
MSA-VDA 5
2 dni po 7 godz.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
31
Nadzorowanie wyposażenia kontrolno-pomiarowego
Celem szkolenia jest zapoznanie uczestników z metodami nadzorowania wyposażenia kontro -
lno-pomiarowego dla potrzeb udoskonalenia procedur i instrukcji nadzorowania wyposaże -
nia; zwiększenie świadomości uczestników odnośnie znaczenia jakości przyrządów pomiaro -
wych oraz zagwarantowania odpowiedniego poziomu oceny jakości procesu produkcyjnego.
Plany kontroli
Celem szkolenia jest zdobycie wiedzy związanej z tworzeniem i stosowaniem planów kontroli;
poznanie wymagań podręcznika APQP oraz IATF 16949:2016 w zakresie opracowywania i nad -
zorowania planów kontroli.
Pomiary na maszynach współrzędnościowych
Celem szkolenia jest przypomnienie uczestnikom zagadnień metrologii długości i kąta; na-
branie umiejętności doboru właściwych środków pomiarowych; umiejętności interpretacji
rysunku technicznego pod kątem współrzędnościowej techniki pomiarowej; poznanie zasad
współrzędnościowej techniki pomiarowej; realizacja zadań pomiarowych na współrzędno -
ściowych maszynach pomiarowych.
Współrzędnościowa technika pomiarowa
- warsztaty
Celem szkolenia jest przypomnienie zagadnień metrologii długości i kąta; nabycie umie -
jętności doboru właściwych środków pomiarowych oraz umiejętności interpretacji rysunku
technicznego pod kątem współrzędnościowej techniki pomiarowej; poznanie zasad współ -
rzędnościowej techniki pomiarowej; realizacja zadań pomiarowych na współrzędnościowych
maszynach pomiarowych – ramieniem pomiarowym.
Pomiary kolorymetryczne
Celem szkolenia jest przygotowanie uczestników do właściwego rozumienia zjawisk związa -
nych z oceną koloru oraz spełnienie wymagań klientów w zakresie kolorymetrii; pomoc w zro-
zumieniu metod pomiarowych wykorzystywanych do oceny wizualnej koloru oraz pomiarów
kolorymetrycznych a także sprecyzowania lub ulepszenia wykorzystywanych już metod.
Testy korozyjne
Celem szkolenia jest poznanie metod prowadzenia testów korozyjnych – prowadzenie te-
stów na działanie mgły solnej zgodnie z ISO 9227 oraz wykonywanie „Filiform Test”. Szkolenie
odbywać się będzie w blokach tematycznych, odpowiadających metodologii prowadzenia
testów, a więc: dobór testu, środowisko testu oraz ocena wyników po teście. Połączenie teo-
retycznych wymagań z możliwością wypracowania praktycznych rozwiązań pozwoli uczest -
nikom szkolenia lepiej wykonywać swoje podstawowe obowiązki.
Przeprowadzanie badań na powłokach
lakierniczych oraz ochronnych
Celem szkolenia jest pozyskanie wiedzy i umiejętności na temat przeprowadzania badań
powłok w zakresie badań przyczepności, grubości, twardości połysku czy oceny koloru oraz
tworzenia raportów i instrukcji; przekazanie wiedzy i umiejętności nazwania wad oraz określe-
nia badań potrzebnych do ich wykrycia, w ramach przeprowadzenia badań powłok zgodnych
z wymaganiami norm ISO 1513, ISO 1514 oraz 15528 w zakresie przygotowania próbek, a na -
stępnie przeprowadzania badań powłok na różnych podłożach.
Metrologia i kontrola, laboratoria
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
NWP-P
PK
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
POM-KL
1 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
POM-KOR
POM-PW
POM-CMM
POM-CMM-W
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
32
Użytkowanie podstawowych przyrządów
pomiarowych
Celem szkolenia jest zdobycie wiedzy na temat poprawnego wykorzystania i posługiwania się
podstawowymi przyrządami pomiarowymi; jak uniknąć popełniania typowych błędów pod -
czas wykonywania tymi przyrządami pomiarów; poszerzenie wiedzy o budowie i cechach
metrologicznych przyrządów przydatnych przy realizacji i planowaniu pomiarów z zakresu
długości i kąta.
Racjonalny dobór sprzętu kontrolno-pomiarowego
Celem szkolenia jest poznanie, czym jest proces pomiarowy i system pomiarowy, zapoznanie
się z kryteriami i zasadami doboru wyposażenia pomiarowego, poznanie wskaźników i kryte-
riów oceny jakości systemów pomiarowych.
Rysunek Techniczny- poziom podstawowy
Celem szkolenia jest wzrost wiedzy i umiejętności uczestników w zakresie czytania i rozu -
mienia rysunków technicznych, powodujący zminimalizowanie problemów produkcyjnych,
poprzez wzrost świadomości o istniejących źródłach trudności i zagrożeń; nabycie przez
uczestników umiejętności do łatwiejszej i bardziej rzeczowej komunikacji z klientem/dostaw
- cą oraz szacowania różnego rodzaju ryzyk na podstawie wymagań rysunkowych klienta.
Rysunek techniczny - poziom średniozaawansowany
Celem szkolenia jest nauczenie zasad procesu tworzenia rysunków i znaczenia poszcze -
gólnych zapisów oraz stosowania odpowiednich rzutów, przekrojów, wyrwań i kładów, jako
istotnych przykładów odwzorowania cech geometrycznych przedmiotu; przedstawinie spo -
sobów definiowania cech typowych dla mikrogeometrii powierzchni tj. chropowatości, falisto-
ści, twardości, kierunkowości jej struktury; nauczenie zasad nanoszenia na rysunek symboliki
właściwej dla tolerancji geometrycznych; określenie zasad rysowania połączeń gwintowych,
spawanych oraz części odlewanych.
Szacowanie niepewności w laboratorium
fizykochemicznym
Celem szkolenia jest poznanie metod oraz sposobów szacowania niepewności w laborato -
rium, praktyczne przedstawienie sposobu oszacowania niepewności dla stosowanych metod
pomiarowych i badawczych w laboratorium.
Niepewność pomiaru - metodyka szacowania
wg ISO i VDA5
Celem szkolenia jest zdobycie podstawowych umiejętności pozwalających na samodzielne
szacowanie niepewności pomiarów; poznanie metody szacowania niepewności uznanej przez
wszystkie międzynarodowe organizacje metrologiczne; pokazanie możliwości weryfikacji po-
prawności doboru środków pomiarowych dla realizowanych zadań pomiarowych.
Sprawdzanie i wzorcowanie uniwersalnych
przyrządów pomiarowych
Celem szkolenia jest nabycie umiejętności w zakresie samodzielnego przygotowania i wyko-
nania wzorcowania typowych przyrządów pomiarowych; nabycie umiejętności opracowywa -
nia wyników wzorcowania i potwierdzania w formie świadectwa wzorcowania; opracowywa -
nie procedur wzorcowania i ich walidacji.
Metrologia i kontrola, laboratoria
2 dni po 7 godz.
1 dni po 8 godz.
PPW
RDP
RT-PW
1 dzień po 8 godz.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
UG-F
UG-P
2 dni po 7 godz.
RT-ZW
2 dni po 8 godz.
UP-P
33
Walidacja metod analitycznych dla laboratoriów
farmaceutycznych
Celem szkolenia jest nauczenie przeprowadzania walidacji metod analitycznych zgodnie
z wymogami GMP; tworzenie dokumentacji (protokół i raport walidacyjny); wykorzystanie
potrzebnych narzędzi (arkusze kalkulacyjne) do opracowania danych surowych.
Walidacja metod analitycznych
Celem szkolenia jest pozyskanie szerokiej wiedzy i umiejętności pozwalających na samodziel-
ne prowadzenie walidacji metod badawczych: identyfikacja i specyfikowanie wymagań dla
metod analitycznych; charakterystyka i ocena metod analitycznych – parametry walidacji:
specyficzność, selektywność, stabilność, zakres, dokładność, odzysk, precyzja, wykrywalność,
oznaczalność, czułość i in.
Wzorcowanie ciśnieniomierzy i przyrządów
do pomiaru temperatur
Celem szkolenia jest zdobycie przez uczestników wiedzy w zakresie wzorcowania przyrządów
do pomiaru temperatury i ciśnienia oraz kompetencji pozwalających na samodzielne wzor -
cowanie i/lub sprawdzanie powyższych przyrządów pomiarowych w wewnętrznym laborato -
rium; zdobycie wiedzy umożliwiającej dobór wzorców pomiarowych i opracowanie instrukcji
wzorcowania.
Wzorcowanie sprawdzianów, kątomierzy
i kątowników
Szkolenie porusza zagadnienia związane z wzorcowaniem sprawdzianów, kątomierzy, kątow -
ników i szczelinomierzy.
Wzorcowanie przyrządów do pomiaru
długości i kąta
Celem szkolenia jest zdobycie podstawowych informacji i umiejętności pozwalających na
samodzielne prowadzenie wzorcowania przyrządów; poznanie podstaw metod szacowania
niepewności uznanej przez wszystkie międzynarodowe organizacje metrologiczne; możliwość
weryfikacji poprawności doboru środków pomiarowych dla realizowanych zadań pomiaro -
wych.
Wzorcowanie przyrządów do pomiaru długości
i kąta z elementami niepewności pomiaru
Celem szkolenia jest zdobycie podstawowych informacji i umiejętności pozwalających na
samodzielne prowadzenie wzorcowania przyrządów; poznanie podstaw metod szacowania
niepewności uznanej przez wszystkie międzynarodowe organizacje metrologiczne; możliwość
weryfikacji poprawności doboru środków pomiarowych dla realizowanych zadań pomiaro -
wych z uwzględnieniem zagadnień szacowania niepewności pomiaru.
Wzorcowanie wag nieautomatycznych
Celem szkolenia jest zdobycie przez Uczestników wiedzy w zakresie wzorcowanie wag nieau-
tomatycznych oraz kompetencji pozwalających na wewnętrzne wzorcowanie i/lub sprawdza -
nie powyższych przyrządów pomiarowych. Zdobycie wiedzy umożliwiającej dobór wzorców
pomiarowych i opracowanie instrukcji wzorcowania.
Metrologia i kontrola, laboratoria
2 dni po 7 godz.
2 dni po 7 godz.
3 dni po 7 godz.
WZC-KAT
WMA-F
WMA-P
WZC-CS
WZC-P
2 dni po 6 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
2 dni po 7 godz.
WZC-R
WZC-WN
34
Minitab dla początkujących
Celem szkolenia jest nabycie umiejętności technicznych obsługi programu Minitab; po -
znanie umiejętności wykorzystania programu Minitab w przeprowadzaniu analiz w zakresie
statystyki podstawowej, statystycznego sterowania procesem (SPC), analizy systemów po
- miarowych (MSA), wybranych statystycznych narzędzi doskonalenia procesu (testy, ANO
- VA, wstęp do DOE); poznanie narzędzi ułatwiających prezentację otrzymywanych danych,
usprawnienie procesów decyzyjnych w firmie.
Minitab dla zaawansowanych
Celem szkolenia jest utrwalenie i doskonalenie już posiadanych umiejętności w zakresie pracy
w programie Minitab 18 i wykorzystania statystycznych narzędzi jakości; aprezentowa - nie
możliwości programu Minitab 18 w zakresie narzędzi statystycznych wykorzystywanych przede
wszystkim w doskonaleniu procesu (testy statystyczne, ANOVA, regresja, DOE), wpro - wa -
dzenie do oceny niezawodności; nabycie umiejętności przeprowadzania i interpretacji analiz
statystycznych na poziomie zaawansowanym.
Analiza błędu ludzkiego
Celem szkolenia jest poznanie zagadnień i poszerzenie wiedzy z zakresu: zarządzania ryzy-
kiem wg normy ISO 31000; wybranych metod analizy zagrożeń w procesie produkcji; analizy
niezawodności HRA (Human Reliability Assesstment); podstawowych technik zapobiegania
błędom.
8D Problem Solving Method w branży lotniczej
Celem szkolenia jest zapoznanie uczestników z procesem rozwiązywania problemów – Pro -
blem Solving – przy zastosowaniu metody 8D. Uczestnicy poznają kolejne kroki postępowania
oraz stosowane w nich narzędzia wspomagające.
Quality Tools - narzędzia jakości
Celem szkolenia jest zaznajomienie uczestników z narzędziami przydatnymi w procesach cią-
głej poprawy i zespołowego rozwiązywania problemów.
Certyfikowany specjalista ds. jakości I zjazd
Certyfikowany specjalista ds. jakości II zjazd
Celem szkolenia jest usystematyzowanie wiedzy w zakresie systemów, metod oraz narzędzi
i technik doskonalenia jakości potrzebnych na stanowisku specjalisty ds. jakości; poznanie
podstaw zarządzania i sterowania jakością w stopniu pozwalającym na wybór metod do
stosowania w konkretnych sytuacjach związanych z doskonaleniem jakości lub rozwiązywa -
niem problemów; poznanie zagadnień definiowania i szacowania kosztów jakości, podejścia
procesowego i metod statystycznych stosowanych w działach jakości.
MINITAB
MTB-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
Minitab
MTB-Z
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
Narzędzia jakości
CNQT
ABL
AS-8D
2 dni po 6 godz.
2 dni po 6 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
NARZĘDZIA JAKOŚCI
CSJ I
CSJ II
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
35
Analiza FMEA konstrukcji (DFMEA) wg wytycznych
branży motoryzacyjnej (AIAG&VDA)
Celem szkolenia jest uzyskanie umiejętności skutecznego wykonywania Analizy Przyczyn
i Skutków Wad konstrukcji wyrobu (Design Failure Mode and Effects Analysis – DFMEA) z uży-
ciem narzędzi służących do dekompozycji systemu i analizy funkcjonalnej jego elementów
- diagramu B i diagramu P; poszerzenie wiedzy w zakresie zasad organizacji procesu wykony-
wania DFMEA (7 kroków); poznanie strategii planowania i poprawy jakości wyrobu – ustalania
priorytetów dla redukcji ryzyka, bazując na najnowszych wytycznych branży motoryzacyjnej.
Analiza drzewa błędów FTA
Celem szkolenia jest uzyskanie przez uczestników umiejętności prowadzenie skutecznych
analiz FTA, poznanie metody pozwalającej na opis, ocenę i poprawę niezawodności wyrobów/
systemów oraz obniżenie kosztów niezgodności wynikających z ich wad funkcjonalnych oraz
uzyskanie umiejętności wykonania jakościowej i ilościowej analizy dysfunkcji wyrobu/systemu,
szczególnie w przypadku złożonych zależności funkcjonalnych jego elementów składowych
(podsystemów, części).
Metoda global 8 D
Celem szkolenia jest przekazanie uczestnikom wiedzy na temat procesu rozwiązywania pro -
blemów z wykorzystaniem metody G8D (Global 8 Disciplines) używanym od lat w przemyśle
motoryzacyjnym do ustalenia źródeł problemu i zdefiniowania efektywnych działań korygu -
jących i zapobiegawczych; przeprowadzenie uczestników przez metodę 8D na przykładzie
praktycznych zadań, dzięki którym posiądą umiejętność i wiedzę do prowadzenia zespołów
doskonalących wewnątrz własnych organizacji.
Analiza FMEA procesów logistycznych
Celem szkolenia jest uzyskanie umiejętności skutecznego wykonywania Analizy PFMEA (Pro -
cess Failure Mode and Effects Analysis) w zastosowaniu do procesów logistycznych, wg wy-
tycznych AIAG 4th Edition 2008 / SAE J1739:2009, z uwzględnieniem najważniejszych, zapo-
wiadanych zmian w zunifikowanych wytycznych AIAG & VDA (5th Edition); uzyskanie wiedzy
nt. podstawowych zasad organizacji procesu wykonywania LFMEA; poznanie strategii pla -
nowania i poprawy jakości procesu bazujących na innych wskaźnikach niż RPN; wytworzenie
w zespole pozytywnego nastawienia do metody i przekonania o jej wysokiej skuteczności
i efektywności.
Menadżer jakości
Celem szkolenia jest przedstawionie roli menadżera jakości w organizacji jako osoby łączącej
w sobie obszary związane z wiedzą techniczną, wiedzą branżową i procesową, ale również
obszary dotyczące funkcjonowania przedsiębiorstwa, zarządzania zasobami ludzkimi oraz
psychologii; przedstawienie wszystkich wymienionych obszarów przez pryzmat zarządzania
jakością i jego wpływu na biznes wraz z praktycznym wykorzystaniem tej wiedzy w codziennej
pracy.
Specjalista ds. Rozwiązywania Problemów
Celem szkolenia jest przygotowanie uczestników do samodzielnego rozwiązywania proble -
mów na przykładzie powszechnie stosowanych metod PDCA, 8D, Six Sigma; nauczenie iden -
tyfikowania źródeł problemów oraz kategoryzowania i przydzielania do odpowiednich metod
rozwiązywania; poznanie narzędzi służących rozwiązywaniu problemów oraz podstawy sta -
tystyki; nauczenie zarządzania rozwiązywaniem problemów
3 dni po 8 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DFMEA-P-AV
FTA-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
G8D
MJ
2 dni po 8 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
LFMEA
DOSTĘPNA WERSJA ON-LINE
PBS-R
3 dni po 8 godz.
Narzędzia jakości
36
Analiza FMEA procesów produkcyjnych
Celem szkolenia jest uzyskanie umiejętności skutecznego wykonywania Analizy Przyczyn
i Skutków Wad procesu (Process Failure Mode and Effects Analysis – PFMEA) wg wytycznych
AIAG w zastosowaniu do procesów produkcyjnych; uzyskanie wiedzy nt. podstawowych zasad
organizacji procesu wykonywania PFMEA; poznanie strategii planowania i poprawy jakości
procesu bazujących na innych wskaźnikach niż RPN.
Analiza FMEA procesów produkcyjnych (PFMEA)
wg wytycznych branży motoryzacyjnej
Celem szkolenia jest uzyskanie umiejętności skutecznego wykonywania Analizy Przyczyn
i Skutków Wad procesu (Process Failure Mode and Effects Analysis – PFMEA) w zastosowaniu
do procesów produkcyjnych; poszerzenie wiedzy w zakresie zasad organizacji procesu wy -
-konywania PFMEA (7 kroków); poznanie strategii planowania i poprawy jakości – ustalania
priorytetów dla redukcji ryzyka, bazujące na najnowszych wytycznych branży motoryzacyjnej.
Analiza FMEA dla procesów produkcyjnych
– Reverse PFMEA
Celem szkolenia jest uzyskanie umiejętności wykonywania i dokumentowania „odwrotnej”
Analizy Przyczyn i Skutków Wad procesu (Reverse Process Failure Mode and Effects Analysis
– Reverse PFMEA) na stanowisku pracy (dla operacji posiadającej wykonaną analizę PFMEA).
Analiza FMEA procesów produkcyjnych (PFMEA)
wg zunifikowanych wytycznych branży
motoryzacyjnej – warsztaty aktualizacyjne
Celem szkolenia jest poznanie i zrozumienie różnic między metodyką PFMEA bazującą na
wytycznych AIAG 4th Edition 2008, a nowym podejściem wg zunifikowanych wytycznych AIAG
& VDA 1st Edition 2019. 2; uzyskanie umiejętności opracowywania analiz PFMEA wg zunifiko-
wanych wytycznych AIAG & VDA 1st Edition 2019; pozyskanie wiedzy nt. podstawowych zasad
organizacji 7 kroków procesu wykonywania PFMEA; poznanie strategii doskonalenia (optyma-
lizacji procesu - redukcji ryzyka) nie bazującej na RPN lecz na tzw. priorytetach działań – AP
(Action Priority).
Szybka reakcja na problemy jakościowe
– metoda QRQC
Celem szkolenia jest prowadzenie pełnej analizy przyczyn źródłowych problemu i generowanie
rozwiązań w oparciu o Quick Response Quality Control (QRQC), na poziomie zespołu, wydzia-
łu lub zakładu; nauczenie praktycznego podejścia do rozwiązywania problemów w oparciu
o stosowane metodologie i dobre praktyki w dziedzinie zarządzania jakością; przyswojenie
przyjaznego i skutecznego sposobu rozwiązywania problemów w procesach, określenie dzia -
łań, gdy wyrób/materiał nie spełnia wymagań zatwierdzonych przez klienta.
Analiza przyczyn źródłowych - Root Cause Analysis
Celem szkolenia jest zapoznanie uczestników z założeniami analizy przyczyn źródłowych pro-
blemu – jednej z najefektywniejszych i najbardziej rozpowszechnionych w praktyce gospo -
darczej metod rozwiązywania problemów w oparciu o fakty; zaznajomienie z ideą I zasadami
prawidłowej identyfikacji „przyczyń źródłowych” problemu powodujących niezgodność celem
skutecznego wyeliminowania możliwości ponownego wystąpienia problemu.
Narzędzia jakości
DOSTĘPNA WERSJA ON-LINE
QRQC-P
2 dni po 8 godz.
2 dni po 8 godz.
2 dni po 8 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
PFMEA-W-AV
PFMEA-R
PFMEA-P-AV
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
PFMEA-P
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
RCA
37
Zarządzanie reklamacjami
Celem szkolenia jest zapoznanie uczestników z wymaganiami formalnymi i dobrą praktyką
w zakresie postępowania z reklamacjami; podniesienie kwalifikacji pracowników i skuteczno-
ści działań poreklamacyjnych, a także audytorów; przygotowanie pracowników do audytów
klientów i jednostek certyfikujących, a także zapoznaje z zasadami bezpiecznego zawierania
umów.
Zarządzanie reklamacjami z uwzględnieniem
znormalizowanego procesu VDA z 2020 r.
Celem szkolenia jest zapoznanie uczestników z wymaganiami norm jakości w zakresie rekla-
macji klientów ISO9001, IATF16949, VDA6.3; omówienie procesu zarządzania reklamacjami wraz
z komunikacją z Klientem i jej aspektami technicznymi i miękkimi, przeanalizowanie przebiegu
zarządzania reklamacjami oraz terminów realizacji z uwzględnieniem różnych rodzajów rekla-
macji; analiza historii reklamacji – raporty, analiza Pareto, proces doskonalenia; zapoznanie
ze znormalizowanym procesem zarządzania reklamacjami klienta.
Koszty jakości - ujęcie praktyczne
Celem szkolenia jest zdobycie podstawowych informacji i umiejętności pozwalających na sa-
modzielne wdrożenie i prowadzenie rachunku kosztów jakości, pozwalającego na ich identyfi-
kację i redukcję w przedsiębiorstwie. Zwiększenie kompetencji i pogłębienie wiedzy dotyczącej
kosztów jakości, ich klasyfikacji, wpływu na wynik finansowy przedsiębiorstwa i możliwości
praktycznego zastosowania.
Plany kontroli – szkolenie aktualizacyjne
Celem szkolenia jest zapoznanie się z wymaganiami podręcznika Control Plans, 1st Edition,
AIAG 2024 w zakresie opracowywania i nadzorowania planów kontroli; uzyskanie umiejętności
tworzenia planów kontroli wg wytycznych podręcznika Control Plans, 1st Edition, AIAG 2024.
Analiza FMEA procesów logistycznych
Celem szkolenia jest uzyskanie umiejętności skutecznego wykonywania Analizy PFMEA (Pro -
cess Failure Mode and Effects Analysis) w zastosowaniu do procesów logistycznych, wg wy-
tycznych AIAG 4th Edition 2008 / SAE J1739:2009.
APQP wydanie 3 – szkolenie aktualizacyjne
Celem szkolenia jest poznanie wymagań nowego podręcznika APQP (Zaawansowane plano -
wanie jakości wyrobu) wg wytycznych Advanced Product Quality Planning, 3rd Edition, AIAG
2024; poznanie użytecznych technik i narzędzi stosowanych w branży motoryzacyjnej nie -
zbędnych do uzyskania akceptacji wyrobu przez klienta.
Zarządzanie jakością dostawców wg CQI-19
Celem szkolenia jest zapoznanie Uczestników szkolenia z wytycznymi AIAG odnośnie zarzą-
dzania jakością dostawców w branży produkcyjnej – CQI-19; zrozumienie wytycznych CQI-
19 na poziomie pozwalającym na wybór elementów odpowiadających potrzebom firmy
oraz zaplanowanie ich wdrożenia.
Narzędzia jakości
ZR
ZR-VDA
2 dni po 7 godz.
2 dni po 7 godz.
1 dni po 7 godz.
2 dni po 8 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
COQ-PW
2 dni po 7 godz.
NOWOŚĆ!
NOWOŚĆ!
1 dni po 7 godz.
PK-A-1
LFMEA
APQP-A-3
CQI-19
38
Audit jakości u dostawcy
Szkolenie warsztatowe z zakresu wykonywania auditów jakości u dostawców posiadających
i nieposiadających system zarządzania jakością wg ISO 9001 w obszarze systemu i komuni -
kowania się w trakcie auditu z wykorzystaniem wybranych technik NLP (programowania neu -
rolingwistycznego). Celem szkolenia jest zapoznanie się z aktualnymi zasadami auditowania,
poznanie zasad zarządzania programem auditów, kompetencjami i oceną auditorów, przygo -
towaniem raportu, planowaniem i nadzorowaniem działań poauditowych zgodnie z zasadami
auditowania zgodnie z wytycznymi auditowania zawartymi w ISO 19011.
Wprowadzenie do wymagań normy AS 9100
Celem szkolenia jest poznanie ogólnych wymagań normy AS/EN 9100 wydanie D; nabycie
wiedzy i umiejętności do wdrażania, utrzymywania i doskonalenia SZJ w firmie lotniczej; prak-
tyczna interpretacja wymagań normy AS/EN 9100 wydanie D; poznanie zasad praktycznego
zarządzania jakością z uwzględnieniem podejścia procesowego oraz opracowania niezbęd -
nych dokumentów systemowych.
Auditor wewnętrzny wg IATF 16949:2016
Celem szkolenia jest przekazanie podstawowej wiedzy na temat wymagań IATF 16949:2016
oraz praktycznej wiedzy i umiejętności planowania i nadzorowania programu auditów
wewnętrznych wg wytycznych IATF 16949:2016; zaznajomienie się z dobrymi praktykami
w zakresie wykonywania auditów wewnętrznych (systemu, wyrobu, procesu); udoskonalenie
stosowanego podejścia dla zwiększenia skuteczności auditów wewnętrznych w zakresie iden-
tyfikacji możliwości poprawy jakości i eliminacji strat wynikających z niedoskonałości systemu.
Audytor procesu według wymagań VDA 6.3
z uwzględnieniem aktualizacji w 2023 r.
Celem szkolenia jest nabycie kompetencji uczestników szkolenia w zakresie przeprowadza -
nia audytów procesów w oparciu o wymagania podręcznika VDA 6.3, a w tym: planowanie
audytów, przeprowadzanie analizy potencjału dostawców dla wyboru nowych dostawców,
realizacja audytów u dostawców lub audytów wewnętrznych procesów, omówienie zmian
podręcznika VDA 6.3 v4 względem wersji 3 z roku 2016; zapoznanie uczestników z firm au -
dytowanych przez klientów z zasadami audytów VDA 6.3 w celu możliwości optymalnego
przygotowania się do audytów i uczestniczenia w nich.
Auditor wewnętrzny w branży motoryzacyjnej
Celem szkolenia jest przekazanie praktycznej wiedzy i umiejętności w zakresie planowania
i nadzorowania programu auditów wewnętrznych wg wytycznych IATF 16949:2016; zaznajo -
mienie się z dobrymi praktykami w zakresie wykonywania auditów wewnętrznych, a także
udoskonalenie stosowanego podejścia dla zwiększenia skuteczności auditów wewnętrznych
w zakresie identyfikacji możliwości poprawy jakości i eliminacji strat wynikających z niedo-
skonałości systemu.
Normy, wymagania i audity
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
A-VDA 6.3
AW-IATF
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
AUD-IATF
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
NORMY, WYMAGANIA I AUDITY
AD-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
AS9100-P
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
39
Audytor wewnętrzny systemu zarządzania
bezpieczeństwem żywności wg BRCGS Food Safety w.9
Celem szkolenia jest przygotowanie uczestników do prowadzenia audytów wewnętrznych
systemu zarządzania bezpieczeństwem i jakością żywności wg wymagań BRCGS Food Safety
w.9, z uwzględnieniem wytycznych normy ISO 19011:2018.
Wytwarzanie opakowań do żywności zgodnie
z BRCGS Packaging Materials w.7
Celem szkolenia jest poznanie i zrozumienie wymagań normy BRCGS Packaging Materials w.7
oraz umiejętność ich praktycznej interpretacji. Poznanie i zrozumienie wymagań prawnych
dotyczących materiałów i wyrobów przeznaczonych do kontaktu z żywnością.
System bezpieczeństwa żywności - HACCP
Celem szkolenia jest przekazanie uczestnikom informacji na temat systemu bezpieczeństwa
żywności, którego elementami są: dobre praktyki higieniczne (GHP), dobre praktyki produk-
cyjne (GMP), identyfikowalność oraz system HACCP z uwzględnieniem identyfikowalności
i analizy ryzyka.
Auditor wewnętrzny systemów jakości zgodny
z normą ISO 9001:2015
Celem szkolenia jest uzyskanie i poszerzenie kompetencji w zakresie samodzielnego wyko -
nywania auditów wewnętrznych systemu zarządzania jakością, kompetencji w obszarze ko -
munikowania się w trakcie auditu, kompetencji w zakresie auditowania w oparciu o wytyczne
normy ISO 19011 oraz ISO 9001.
Auditor wewnętrzny zintegrowanego systemu
zarządzania zgodnego z normami ISO 9001:2015,
ISO 14001:2015, ISO 45001
Celem szkolenia jest uzyskanie i poszerzenie kompetencji w zakresie samodzielnego wykony-
wania auditów wewnętrznych zintegrowanego systemu zarządzania, kompetencji w obsza -
rze komunikowania się w trakcie auditu, kompetencji w zakresie auditowania (zarządzania
programem auditów, prowadzenia działań auditowych, przygotowaniu raportu, planowania
i nadzorowania działań poauditowych) w oparciu o wytyczne normy ISO 19011, wiedzy o struk-
turze i wymaganiach norm ISO 9001, ISO 14001 i ISO 45001.
Wprowadzenie do wymagań IATF 16949:2016
Celem szkolenia jest zapoznanie z wytycznymi specyfikacji technicznej dotyczącej systemu
zarządzania jakością w przemyśle motoryzacyjnym; usystematyzowanie wiedzy na temat
wymagań IATF 16949:2016; wymiana doświadczeń z trenerem praktykiem w zakresie specy -
ficznych wymagań IATF 16949:2016 w porównaniu z ISO TS 16949:2009.
Interpretacja IATF 16949:2016 dla laboratoriów
w branży motoryzacyjnej
Celem szkolenia jest przedstawienie szczegółowych wymagań standardu IATF 16949:2016
oraz normy ISO 9001:2015 w odniesieniu do laboratorium wewnętrznego. Usyste -
matyzowanie wiedzy na temat wymagań IATF 16949:2016 w obszarze laboratorium.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
AW-P
Normy, wymagania i audity
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
AW-ZSZJ
IATF-P
IATF-L
2 dni po 7 godz.
1 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 6 godz.
3 dni po 7 godz.
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
AW-BRC
BRC-OP
HACCP-GMP_GHP
NOWOŚĆ!
NOWOŚĆ!
NOWOŚĆ!
NOWOŚĆ!
40
Interpretacja IATF 16949:2016 dla działu zakupów
w branży motoryzacyjnej
Celem szkolenia jest przedstawienie specyficznych wymagań standardu IATF 16949:2016 pod
kątem nadzoru nad zakupami i dostarczaniem wyrobów i procesów z zewnątrz. Usystematy -
zowanie wiedzy na temat wymagań IATF 16949:2016 w obszarze zakupów.
Wymagania Dobrych Praktyk Produkcji (GMP)
dla branży kosmetycznej zgodnie z PN-EN ISO 22716
Celem szkolenia jest zapoznanie przedstawicieli firm wytwarzających produkty kosmetyczne
z nowymi wytycznymi w zakresie produkcji, kontroli, magazynowania i wysyłki produktów ko-
smetycznych zgodnie z normą PN-EN ISO 22716 Kosmetyki - Dobre Praktyki Produkcji (GMP)
- Przewodnik Dobrych Praktyk Produkcji.
Audyt wewnętrzny według ISO 13485
Celem szkolenia jest nauczenie audytowania SZJ w branży medycznej w ujęciu warsztatowym,
realizowanym w grupach audytorskich pod kątem praktyk planowania, przeprowadzania,
oceniania i dokumentowania auditów wewnętrznych, jak również oceny, definiowania i do -
kumentowania niezgodności i potencjalnych niezgodności oraz działań korygujących i zapo-
biegawczych wraz z oceną skuteczności ich wdrożenia.
Systemy zarządzania jakością w branży
medycznej wg ISO 13485
Celem szkolenia jest zapoznanie z wymaganiami normy ISO 13485:2016 oraz praktycznymi
zagadnieniami wdrażania, utrzymania oraz ciągłego doskonalenia systemu wg wymagań
ISO 13485:2016. Omówienie kluczowych aspektów i praktycznych przykładów zw. z nadzorem
nad dokumentami, przeglądami zarządzania, oceną dostawców oraz działań korygujących
i zapobiegawczych.
ISO 9001:2015 – wymagania systemu zarządzania
jakością
Celem szkolenia jest poznanie struktury i zawartości merytorycznej normy ISO 9001:2015; po-
znanie zagadnień i poszerzenie wiedzy z zakresu kontekstu organizacji, potrzeb i oczekiwań
zainteresowanych stron; poznanie zagadnień i poszerzenie wiedzy z zakresu zarządzania ry-
zykiem wg normy ISO 31000 oraz poznanie różnic pomiędzy ISO 9001:2015 vs. ISO 9001:2008;
poznanie systemowego podejścia do certyfikacji/recertyfikacji systemu wg wymagań no -
wego standardu.
Pełnomocnik systemu zarządzania jakością
w firmie motoryzacyjnej
Celem szkolenia jest zwiększenie przydatności SZJ dla firmy poprzez eliminację nieskutecz-
nych lub nieefektywnych metod pracy pełnomocnika ds. SZJ w przemyśle motoryzacyjnym;
ukierunkowanie pełnomocników na planowanie i osiąganie celów zgodnych z Polityką Jakości
oraz interesem firmy; poszerzenie kompetencji Uczestników w zakresie współpracy z zainte-
resowanymi stronami oraz komunikacji interpersonalnej; pogłębienie wiedzy uczestników na
temat istotnych zmian pomiędzy IATF 16949:2015, a ISO/TS 16949:2009.
Normy, wymagania i audity
PE-IATF-P
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
ISO9-P
2 dni po 8 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
ISO 13485-A
ISO 13485-P
NOWOŚĆ!
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
ISO 22716
IATF-Z
1 dni po 7 godz.
NOWOŚĆ!
41
Pełnomocnik ds. Zintegrowanych Systemów
Zarządzania - ISO 9001, ISO 14001, ISO 45001
Celem szkolenia jest zwiększenie wiedzy uczestnika w zakresie zwiększenia przydatności ZSZ
dla firmy poprzez eliminację nieskutecznych lub nieefektywnych metod pracy Pełnomocnika
ds. ZSZ; ukierunkowanie Pełnomocników na planowanie i osiąganie celów zgodnych z Polityką
Jakości, Środowiska i BHP oraz interesem firmy; poszerzenie kompetencji uczestników w za-
kresie współpracy z zainteresowanymi stronami oraz w zakresie komunikacji interpersonalnej;
pogłębienie wiedzy uczestników na temat wymagań norm ISO 9001:2015, ISO 14001:2015, ISO
45001:2018.
Audit wyrobu wg wymagań VDA 6.5
Celem szkolenia jest poznanie rodzajów auditów na przykładzie branży motoryzacyjnej; au-
dit wyrobu – interpretacja normy VDA 6.5 „Audit systemu zarządzania jakością” wydanie 2,
2005 r.; praktyczna realizacja wymagań normy w procesie produkcyjnym; planowanie auditu
wyrobu, przygotowanie do auditu, przegląd dokumentacji; przeprowadzenie auditu wyrobu,
ocena i analiza wyników, planowanie działań korygujących.
Analiza wad z eksploatacji i zasady wykonywania
auditu VDA FFA
Celem szkolenia jest wdrożenie wszechstronnej analizy (Field Failure Analysis FFA) w całym
łańcuchu dostaw, z identyfikacją przyczyny wymiany części w samochodzie; zdefiniowanie
powiązań pomiędzy klientem a dostawcą umożliwiających kontrolowaną wymianę informacji,
z zachowaniem zdolności poprzez stałe monitorowanie i doskonalenie; wypracowanie wspól -
nego języka i zrozumienia dla zapewnienia transparentności i skupienia się na istotnych pro-
blemach jakościowych w eksploatacji.
Audyt wewnętrzny w branży lotniczej
Celem szkolenia jest praktycznie przygotowanie do roli audytora wewnętrznego w fir -
mie branży lotniczej. Przedstawione zostają ogólne wymagania branży lotniczej - przepi -
sy EASA i normy m.in:. ISO 19011, ISO 9001/ AS 9100/ AS 9110. Uczestnik uczy się właściwego
planowania i realizacji audytu wewnętrznego oraz tworzenia niezbędnej dokumentacji.
Audyt procesu wg VDA 6.3 – interpretacja wymagań
Celem szkolenia jest wyjaśnienie szczegółowych wymagań VDA 6.3, pogłębienie wiedzy prak-
tycznej w tym zakresie, nabycie zdolności samodzielnego i efektywnego przeprowadzenia
auditu.
Core tools – interpretacja wymagań dla
audytorów wewnętrznych
Celem szkolenia jest poznanie i zrozumienie podstawowych wymagań zawartych w podręcz -
nikach referencyjnych („Core Tools”): APQP-3, FMEA AV-1, CP-1, PPAP-4, SPC-2, MSA-4, pod
kątem skutecznego prowadzenia audytów wewnętrznych w branży motoryzacyjnej.i.
Normy, wymagania i audity
VDA 6.3-I
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
AW-CT
2 dni po 7 godz.
VDA 6.5
VDA-FFA
2 dni po 6 godz.
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
AW-ASNOWOŚĆ!
2 dni po 7 godz.
PESZJ
2 dni po 7 godz.
42
Obsługa systemu zarządzania relacyjną bazą
danych Access
Celem szkolenia jest zapoznanie uczestników z możliwościami systemu zarządzania relacyj-
ną bazą danych w celu sprawnego wykorzystania go do wprowadzania, przechowywania
i szybkiego przeszukiwania zbiorów danych różnego typu. Szkolenie ma charakter warszta -
towy. Wszystkie podejmowane zagadnienia ilustrowane są wieloma przykładami, w których
uwaga skierowana jest na technikę tworzenia i obsługi relacyjnej bazy danych w środowisku
MS Access.
Obsługa bazy IMDS
Celem szkolenia jest omówienie wymagań prawne istotnych dla IMDS oraz poszczególne
funkcje bazy IMDS wraz z ćwiczeniami w bazie, począwszy od logowania w bazie, poprzez
tworzenie i wysyłanie kart materiałowych z uwzględnieniem specyficznych wymagań klientów,
jak i zwolnienia danych od dostawców, po administrowanie bazą.
TISAX – system bezpiecznej wymiany informacji
w branży motoryzacyjnej
Celem szkolenia jest zapoznanie uczestników z wymaganiami bezpieczeństwa informacji w za-
kresie TISAX (Trusted Information Security Assessment Exchange) na bazie formularza VDA ISA.
CQI 11 Powłoki galwaniczne – ocena systemu
procesu specjalnego
Celem szkolenia jest poznanie wymagań standardu AIAG CQI-11 w zakresie audytowania pro -
cesów galwanicznych oraz z zasadami realizacji audytów oceniających procesy galwaniczne.
Ocena procesu nanoszenia powłok – wymagania
wg CQI-12 AIAG
Celem szkolenia jest zdobycie podstawowej wiedzy nt. zarządzania i oceny systemu nano -
szenia powłok, uzyskanie praktycznych umiejętności wypełniania arkuszy CQI-12 do potrzeb
własnego procesu / organizacji, przekazanie informacji na temat rodziny standardu CQI
(AIAG) dla poszczególnych procesów, uzyskanie zrozumienia w obszarze powiązań CQI-12 ze
standardem IATF 16949:2016 w odniesieniu do zasad audytowania.
Proces spawania i zgrzewania wg CQI-15
Celem szkolenia jest zapoznanie uczestników szkolenia z procesami spawania 131, 135, 141, 52,
15, 111; przedstawienie podstawowych parametrów i wpływu parametrów na jakość spoin; za-
poznanie z metodyką wykonywania nieniszczących badań wizualnych połączeń spawanych
(przy wytwarzaniu i przetwórstwie metali); omówienie zagadnień poziomów jakości i pozio-
mów akceptacji wg normy ISO 5817; zapoznanie z przypadkami produkcyjnymi, zespołowa
i samodzielna ocena wybranych złączy próbnych; zagadnienia kwalifikowania technologii
spawania wg ISO 15614; egzamin spawacza wg normy ISO 9606 – omówienie przebiegu.
2 dni po 8 godz.
2 dni po 8 godz.
CQI-12
CQI-15
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
CQI-11
PROCESY TECHNOLOGICZNE
Procesy technologiczne
Oprogramowania i bazy danych
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
ACCS-P
IMDS
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
1 dni po 7 godz.
TISAX
OPROGRAMOWANIA I BAZY DANYCH
43
Ocena procesu specjalnego wg wytycznych CQI-27
- odlewanie
Celem szkolenia jest zapoznanie z procesem oceny procesu specjalnego – odlewania, wg
standardu AIAG CQI-27, nabycie umiejętności właściwej interpretacji wytycznych standardu
CQI-27 w warunkach firmy reprezentowanej przez Uczestnika szkolenia, zrozumienie specyfiki
procesów odlewniczych w produkcji odlewów dla branży motoryzacyjnej.
Ocena procesu specjalnego obróbki cieplnej zgodnie
z wymaganiami AIAG CQI-9
Celem szkolenia jest zdobycie podstawowej wiedzy nt. zarządzania procesami obróbki ciepl-
nej, przekazanie informacji na temat standardu AIAG dla poszczególnych procesów obróbki
cieplnej, uzyskanie zrozumienia w obszarze powiązań CQI9 z normą IATF 16949:2016 w odnie-
sieniu do zasad audytowania, uzyskanie informacji odnośnie CQI9, a zarządzaniem specy -
ficznymi wymaganiami klienta.
Procesy lakierowania przemysłowego w lakierni ciekłej
Celem szkolenia jest podniesienie kwalifikacji uczestników jako kadry zarządzającej, posze-
rzenie posiadanej wiedzy z zakresu funkcjonowania i zarządzania działem lakierni ciekłej, po-
prawienie skuteczności produkcyjnej działu lakierni, podniesienie efektywności i RFT lakierni,
umiejętność eliminowania i zapobiegania błędom lakierniczym.
Procesy lakierowania przemysłowego w lakierni
proszkowej
Celem szkolenia jest zapoznanie uczestników ze standardami i nowoczesnymi technikami
malowania proszkowego; poznanie dobrych praktyk w zakresie prowadzenia procesu ma -
lowania proszkowego; zdobycie/ugruntowanie kompetencji planowania, realizacji i kontroli
procesu pozwalających na poprawę działalności biznesowej, redukcję kosztów, ukierunkowa-
nie na dostarczanie klientowi wartości (funkcjonalne podejście).
Proces lutowania twardego
Celem szkolenia jest zapoznanie uczestnika z metodami lutowania. Przedstawienie kluczo -
wych parametrów i zjawisk fizykochemicznych występujących w procesie.
Wymiarowanie i tolerowanie geometryczne wg
normy ISO oraz ASME
Celem szkolenia jest nabycie umiejętności interpretowania oznaczeń i symboli na rysunku
technicznym maszynowym, poznanie symboli i oznaczeń stosowanych do ścisłego określe -
nia wymagań wymiarowych i geometrycznych na rysunkach technicznych; zapoznanie się
również z dodatkowymi wymaganiami służącymi do zwiększania tolerancji geometrycznych
bez pogarszania warunków montowalności.
PLT
2 dni po 7 godz.
NOWOŚĆ!
Procesy technologiczne
PROJEKTOWANIE I ROZWÓJ PRODUKTU
GDT-ASME
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
Projektowanie i rozwój produktu
CQI-9
LAK-CK
2 dni po 8 godz.
2 dni po 7 godz.
LAK-PR
2 dni po 8 godz.
CQI-27
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
44
Podstawy wymiarowania i tolerowania
geometrycznego wg ISO
Celem szkolenia jest nabycie umiejętności interpretowania oznaczeń i symboli na rysunku
technicznym maszynowym; nabycie umiejętności właściwego stosowania tolerancji GD&T na
rysunkach technicznych; poznanie symboli i oznaczeń stosowanych do ścisłego okre - ślenia
wymagań wymiarowych i geometrycznych na rysunkach technicznych; poznanie dodat -
kowych wymagań służących do zwiększania tolerancji geometrycznych bez pogar - szania
warunków montowalności.
Wymiarowanie i tolerowanie geometryczne
w branży motoryzacyjnej- poziom podstawowy
Celem szkolenia jest zapoznanie się z normami, symbolami oraz modyfikatorami toleran -
cji w szczególności tolerancji geometrycznych; poznanie zapisów rysunkowych w szczegól
- ności zapisów specyficznych dla branży motoryzacyjnej; poznanie zasad bazowania i jego
wpływu na wyniki pomiarowe, analiza przypadków z przemysłu motoryzacyjnego; poznanie
przykładowych problemów i błędów rysunkowych; zapoznanie się z opisem funkcjonalności/
montowalności detali za pomocą tolerancji geometrycznych.
Wymiarowanie i tolerowanie geometryczne w branży
motoryzacyjnej- poziom rozszerzony
Celem szkolenia jest zapoznanie się z normami, symbolami oraz modyfikatorami toleran -
cji, w szczególności tolerancji geometrycznych; poznanie interpretacji zapisów rysunkowych,
w szczególności zapisów specyficznych dla branży motoryzacyjnej; poznanie zasad bazowa
- nia i jego wpływu na pomiary 3D; analiza przypadków przemysłu motoryzacyjnego, poznanie
przykładowych problemów i błędów rysunkowych; zapoznanie się z opisem funkcjonalno -
ści / montowalności detali za pomocą tolerancji geometrycznych; zapoznanie się ze specy
- ficznymi dla branży motoryzacyjnej normami i oznaczeniami rysunkowymi (wg DIN, VW,
GS); rozwiązywanie problemów uczestników szkolenia – analiza i interpretacja wybranych
rysunków Klienta.
Analiza niezawodności - zakres podstawowy
Celem szkolenia jest wprowadzenie w szeroki zakres zagadnień związanych z niezawod - no-
ścią; przedstawienie podstawowych pojęć, definicji oraz miar niezawodności; charakterystyka
norm ISO z zakresu niezawodności; prezentacja przykładowych analiz, ćwiczenia; przedsta-
wienie możliwości wykorzystania analizy niezawodności w pracach projektowych i testach
laboratoryjnych, ocenie jakości wyrobów, funkcjonowaniu procesów; informacja dla kon -
struktorów, technologów, osób zajmujących się badaniami laboratoryjnymi w zakresie testów
materiałowych itp., analiz trwałości itd. o wymaganiach, metodach, normach i dokumentach
z zakresu niezawodności.
Projektowanie detali dla procesów wtrysku i odlewnictwa
Celem szkolenia jest uzyskanie umiejętności definiowania roli i znaczenia procesów wtrysku
i odlewnictwa w produkcji. Zdobycie wiedzy na temat procesów wtrysku i odlewnictwa.
Product Manager – zarządzanie produktem w praktyce
Celem szkolenia jest zrozumienie zakresu odpowiedzialności i wpływu Product Managera na
funkcjonowanie organizacji. Opanowanie kluczowych etapów cyklu życia produktu, w tym
generowania pomysłów, wprowadzenia na rynek, utrzymania oraz wycofania .
Projektowanie i rozwój produktu
DOSTĘPNA WERSJA ON-LINE
1 dni po 6 godz.
2 dni po 7 godz.
2 dni po 7 godz.
NZW
PD-WTR
PM-ZP
NOWOŚĆ!
NOWOŚĆ!
GDT-ISO
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
GDT-M-P
GDT-M-R
DOSTĘPNA WERSJA ON-LINE
3 dni po 8 godz.
45
Projektowanie i rozwój produktu
Projektowanie sprawdzianów funkcjonalnych
do kontroli geometrii wyrobów
Celem szkolenia jest poznanie zasad konstruowania sprawdzianów rozmiaru typu przechodni -
-nieprzechodni („go-nogo”) wg norm ISO 1938, poznanie zasad konstruowania sprawdzianów
funkcjonalnych wg norm ASME14.43.
Six Sigma - poziom Green Belt zjazd I
Six Sigma - poziom Green Belt zjazd II
Celem szkolenia jest samodzielna realizacja prostych projektów doskonalenia według meto-
dyki Six Sigma; prezentacja jak realizować poszczególne etapy projektu Six Sigma oraz jakie
narzędzia stosować na tych etapach. W trakcie omawiania poszczególnych etapów i narzędzi
realizowane są ćwiczenia z wykorzystaniem specjalistycznego pakietu statystycznego Minitab.
Przeprojektowanie produktów i procesów zgodnie
z metodami Design for Six Sigma
Celem szkolenia jest zapoznanie uczestników szkolenia z metodyką i narzędziami DfSS: naby-
cie przez uczestników umiejętności zastosowania wybranych narzędzi DfSS; określenie możli-
wości zastosowania metodyki i narzędzi DfSS do warunków przedsiębiorstwa.
Lean Six Sigma - poziom Black Belt I
Lean Six Sigma - poziom Black Belt II
Celem szkolenia jest przygotowanie uczestników do samodzielnej realizacji projektów według
zintegrowanej metodyki Lean Six Sigma poz. Black Belt, nabycie umiejętności organizowania
efektywnej pracy zespołowej i kierowania pracą zespołową, umiejętności zastosowania po -
szczególnych narzędzi Six Sigma wspomaganych wykorzystaniem programu Minitab; reali -
zacja własnego projektu Lean Six Sigma na poziomie Black Belt, zgodnie z metodyką DMAIC,
jego obronę i uzyskanie certyfikatu.
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
L6S-BB I
L6S-BB II
Six Sigma
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
6S-GB I
GDT-PS
6S-GB II
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
DFSS
SIX SIGMA
2 dni po 7 godz.
46
Efektywne rozwiązywanie problemów - Effective
Problem Solving - CQI-20
Celem szkolenia jest nauczenie praktycznego podejścia do rozwiązywania problemów
w oparciu o stosowane metodologie i dobre praktyki w dziedzinie zarządzania jakością; po-
znanie zasad definiowania faz i skutecznego rozwiązywania problemów Effectve Problem
Solving (EPS) i optymalizacji procesu rozwiązywania problemów, co prowadzi do poprawy
skuteczności rozwiązywania problemów poprzez prawidłową implementację n arzędzi.
Metody twórczego rozwiązywania problemów
i ich praktyczne zastosowania
Celem szkolenia jest zapoznanie się z tematyką twórczego rozwiązywania problemów ce -
lem poszukiwania skutecznych, efektywnych i niebanalnych rozwiązań problemów przed -
siębiorstw/instytucji, niezależnie od ich rodzaju działalności, formy własności, wielkości, czy
stopnia skomplikowania realizowanych procesów.
TRIZ - podstawy metody
TRIZ jest metodologią rozwiązywania problemów, która dostarcza jej użytkownikom powta -
rzalności i przewidywalności w dostarczaniu pomysłów i rozwiązań. Oparta została na analizie
setek tysięcy patentów, co zaowocowało zbudowaniem narzędzi i technik wspomagających
procesy myślowe związane z poszukiwaniem kreatywnych rozwiązań. Celem szkolenia jest
zapoznanie uczestników z filozofią i narzędziami metodologii TRIZ, co pozwoli im na tworzenie
kreatywnych rozwiązań.
Mistrz produkcji i brygadzista - doskonalenie
kompetencji osobistych
Celem szkolenia jest podniesienie kwalifikacji osób funkcyjnych z zakresu zarządzania perso-
nelem, które bezpośrednio odpowiadają za wynik produkcyjny, instruowanie i uczenie pracow-
ników, a także utrzymanie optymalnego poziomu zaangażowania zespołów produkcyjnych.
Auditor wewnętrzny - doskonalenie
kompetencji osobistych
Głównym celem szkolenia jest doskonalenie i rozwój kompetencji związanych z efektywnym
planowaniem, przeprowadzeniem i dokumentowaniem auditów wewnętrznych, radzenia so -
bie w sytuacjach trudnych pojawiających się podczas procesu auditowego. Dobrze przepro -
wadzony audit wewnętrzny może mieć realny wpływ na rozwój firmy i odwrotnie – audit czysto
formalny, bez zrozumienia drzemiącego w nim potencjału może stanowić jałowy, frustrujący
pracowników akt spełnienia wymagań jednostki certyfikacyjnej, warunkujący otrzymanie lub
utrzymanie certyfikatu.
UO-DKM
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
Umiejętności osobiste - PersonAll®
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
UO-EOA
UMIEJĘTNOŚCI OSOBISTE - PersonAll®
MTW-P
TRIZ
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
2 dni po 8 godz.
CQI-20
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
Twórcze rozwiązywanie problemów
TWÓRCZE ROZWIĄZYWANIE PROBLEMÓW
47
Efektywność osobista inżyniera
Celem szkolenia jest wzmocnienie własnej efektywności osobistej uczestników poprzez wzrost
odporności psychicznej: pewności siebie, poczucia kontroli, zaangażowania i podejmowanie
wyzwań; przećwiczenie umiejętności efektywnego komunikowania się w zespole; poznanie
mechanizmów i narzędzi planowania i organizowania, wspierających skuteczność podejmo -
wanych wysiłków; podniesienie świadomości własnego wpływu (proaktywności) na osiągane
wyniki i efekty.
Kontroler jakości - doskonalenie kompetencji
osobistych
Celem szkolenia jest udoskonalenie kluczowych umiejętności osobistych kontrolera jakości
w 4 obszarach: komunikacja, rozwiązywanie konfliktów, praca zespołowa, doskonalenie pra-
cowników wykonawczych; zapoznanie się z zasadami efektywnej komunikacji, ze szczególnym
uwzględnieniem roli informacji zwrotnej w kontekście ograniczania braków i doskonalenia
procedur; poznanie źródeł, faz i przebieg konfliktu, a także przećwiczą sposoby reagowania
w sytuacjach konfliktowych; przedstawienie istoty pracy zespołowej wraz z charakterystyką
i rolą poszczególnych członków zespołu.
Motywacja 3.0_widzę sens w działaniu, idę w kierunku
dużej samodzielności, mam poczucie własnej satysfakcji
Celem szkolenia jest uświadomienie uczestnikom menedżerom/liderom, jak ich działania
wpływają na poziom motywacji i zaangażowania pracowników; nauczenie się sposobów
wzmacniania motywacji pracowników, nie przez sztuczki i manipulację, ale przez tworzenie
warunków pracy (na które mamy wpływ), pokazywanie sensu działania, wspieranie motywacji
oraz autentyczne zainteresowanie pracownikiem i traktowaniem go jako ważnej osoby; po -
znanie praktycznych sposobów pracy z ludźmi, opartych na zwiększaniu ich obszarów wpływu,
rozwoju i pokazywaniu sensu działania.
Oswoić stres - warsztaty umiejętności społecznych
i samokontroli (Personall Smart)
Celem szkolenia jest trening umiejętności społecznych i samokontroli w sytuacjach streso-
gennych. Warsztatowa forma szkolenia (70%), umożliwia przyswojenie i przećwiczenie technik,
dzięki którym uczestnicy będą potrafili generować alternatywne rozwiązania w sytuacjach
kryzysowych oraz racjonalnie podchodzić do zaistniałych, trudnych sytuacji.
Podstawy zarządzania dla liderów produkcji
Celem szkolenia jest udoskonalenie umiejętności osobistych w zakresie organizacji i zarzą-
dzania personelem z wykorzystaniem technik motywacyjnych; wyznaczania celów i delego -
wania zadań; pracy zespołowej; rozwiązywania konfliktów; metod doskonalenia pracowników
i obiektywnej oceny efektywności ich pracy; zaprezentowane wybranych narzędzi z zakresu
HR twardego.
Trener idealny, czyli w jaki sposób przygotować
i poprowadzić profesjonalne szkolenie wewnętrzne
Celem szkolenia jest poszerzenie wiedzy z zakresu cyklu uczenia się dorosłych oraz czynników
motywacyjnych wpływających na przyswajania wiedzy, co z kolei pozwoli na trafny dobór
metody prowadzenia szkolenia w zależności od tematyki, jak i grupy uczestników; poznanie
rezerw kompetencyjnych, które należy rozwijać oraz swoich mocnych i słabych stron jako
trenera; trafniejsze identyfikowania celów szkoleń oraz sposobów ich osiągnięcia; doskona-
lenie umiejętności przygotowywania programów szkoleniowych, profesjonalnych prezentacji,
UO-OS
UO-PZZL
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
1 dni po 7 godz.
1 dni po 7 godz.
UO-STW
2 dni po 7 godz.
Umiejętności osobiste - PersonAll®
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
2 dni po 7 godz.
UO-EOI
UO-KRKJ
1 dni po 7 godz.
UO-M3.0
48
materiałów dla uczestników; poszerzenie wiedzy z zakresu skutecznego przekazu treści szko-
leniowych i radzenia sobie z trudnymi sytuacjami i uczestnikami.
Trening skuteczności osobistych, jak zamieniać
porażkę w sukces i siłę
Celem szkolenia jest uświadomienie uczestnikom, że kluczem do skutecznego działania, po-
czucia satysfakcji, spełnienia i przezwyciężania trudności jest wiara w siebie, samoakceptacja,
stabilna samoocena, świadomość posiadanych zasobów, poczucie własnej skuteczności, ale
przede wszystkim umiejętność wykorzystania własnego potencjału. To właśnie te czynniki po-
zwalają z odwagą podejmować i z sukcesem realizować nowe wyzwania.
Trener wewnętrzny w firmie produkcyjnej
- podstawy
Celem szkolenia jest doskonalenie warsztatu trenerskiego uczestników poprzez poznanie
technik i metod prowadzenie szkoleń, od określenia własnych predyspozycji trenerskich, po-
przez poznanie zasad komunikacji z grupą, nabycie umiejętności radzenia sobie w trudnych
sytuacjach szkoleniowych, aż po trening przed kamerą, czyli praktyczne sprawdzenie wła -
snych umiejętności.
Zarządzanie czasem z elementami delegowania
zadań
Celem szkolenia jest praktyczne zapoznanie uczestników z samoorganizacją pracy. Od strony
warsztatowej nacisk kładziony jest na: umiejętność organizacji pracy własnej, organizowanie
pracy innych, delegowanie zadań.
Zarządzanie czasem i współpraca z klientem
wewnętrznym
Czas, którym dysponujemy, powinniśmy świadomie wykorzystywać do osiągania ce -
lów zawodowych oraz osobistych i w ten sposób bezpośrednio połączyć wykonywanie
codziennych działań oraz rozwiązywanie zadań z jednej strony z osobistym zadowoleniem
i własnym rozwojem z drugiej.
Efektywna komunikacja i współpraca w zespole
Celem szkolenia jest zdobycie odpowiedniej wiedzy i przetransponowanie jej na umiejętności
społeczne skutkujące właściwą komunikacją w różnych sytuacjach
UO-ZCKW
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
Umiejętności osobiste - PersonAll®
1 dni po 7 godz.
UO-TSO
UO-TWP
UO-ZCPS
DOSTĘPNA WERSJA ON-LINE
1 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
1 dni po 7 godz.
1 dni po 7 godz.
UO-KIPG
49
APQP - Wdrażanie nowego produktu do produkcji
Celem szkolenia jest nabycie umiejętności zarządzania nowymi projektami według me-
todyki APQP; zdobycie umiejętności sporządzania planu jakości i planu kontroli; poznanie
użytecznych technik i narzędzi, stosowanych w branży motoryzacyjnej, niezbędnych do
uzyskania akceptacji wyrobu przez klienta.
Wdrażanie wyrobów do produkcji i ich zatwierdzanie
wg APQP i PPAP z wykorzystaniem Core Tools
Celem szkolenia jest zdobycie umiejetności zaawansowanego zarządzanie projektami wdro -
żeniowymi wyrobów do produkcji w firmie branży motoryzacyjnej wg wymagań IATF 16949,
a także podręcznika APQP; pokazanie zasad współpracy z klientami i dostawcami w zakresie
zatwierdzania dostaw wg podręcznika PPAP; zwrócenie uwagi na specyficzne wymagania
klientów branży motoryzacyjnej, a także na współpracę z firmami niemieckimi wg standar -
dów VDA.
Specyficzne wymagania klientów - CSR
- Formel Q-Konkret
Celem szkolenia jest przekazanie wiedzy o tym, jak spełnić i interpretować specyficzne wyma-
gania Klienta z grupy VW wg podręcznika dostawców Volkswagen Group, jakim jest Formel
Q-Konkret; realizacja niezbędnych kroków do realizacji wymagań – od zapytania ofertowego
do produkcji seryjnej; zrozumienie metodologii PEP uruchomienia nowego projektu w powią-
zaniu z wymaganiami VDA2; przedstawienie zasad zarządzania częściami bezpieczeństwa
(D/TLD-parts); zrozumienie specjalnych wymagań VW w zakresie oceny procesu produkcyj -
nego; przedstawienie filozofii VW w zakresie reagowania na sytuacje kryzysowe i poznanie
mechanizmu eskalacji.
Proces zatwierdzania części z Klientami i Dostawcą
Celem szkolenia z elementami warsztatów jest przedstawienie zasad współpracy pomiędzy
klientem, a dostawcą. Ustalenie wymagań dla pakietu PPAP, VDA2, a następnie przygotowa -
nie i zatwierdzenie. W ramach szkolenia są również ćwiczenia oraz omówienie zasad rewizji
i okresowego, ponownego zatwierdzania (tzw. rekwalifikacja). Przygotowanie wdrożenia do
produkcji nowego wyrobu kończy się walidacją wewnętrzną, ale również w efekcie - przygo-
towaniem „pakietu PPAP” dla zatwierdzenia przez klienta.
Zapewnienie jakości dostaw- SQA
Celem szkolenia jest zapoznanie uczestników z nowoczesnymi metodami zarządzania współ -
pracą z dostawcami, celem doskonalenia zasad wyboru i zatwierdzania dostawców oraz
podpisywania kontraktów, pokazanie zmiany w sposobie audytowania, zatwierdzania i kontroli
dostaw, zwiększenie pewności siebie i profesjonalizmu uczestników jako osób zajmujących
się zapewnieniem jakości dostaw.
Inżynier zapewnienia jakości dostawców
Celem szkolenia jest zwiększenie kompetencji i pogłębienie wiedzy w zakresie zarządzania
jakością dostawców; omówienie strategii rozwijania dostawców z uwzględnieniem szeroko
rozumianych potrzeb procesowych klienta jak i optymalizacji kosztów; poruszenie tematów
związanych z pozycjonowaniem dostawców w strukturze łańcucha dostawców, związane
APQP-PPAP
DOSTĘPNA WERSJA ON-LINE
3 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
CSR-FQ
PPAP
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
Współpraca z dostawcami, CSR
WSPÓŁPRACA Z DOSTAWCAMI, CSR
APQP
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
SQE
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
SQA-D
DOSTĘPNA WERSJA ON-LINE
3 dni po 6 godz.
50
z tym wymagania i ich konsekwencje biznesowe; ważnym aspektem szkolenia jest przedysku -
towanie zagadnienia identyfikacji i wykorzystanie potencjału dostawców do poprawy modelu
ekonomicznego klienta. minimalizacji kosztów monitorowania procesów w łańcuchu dostaw -
ców, wzajemnego wykorzystania danych procesowych do sterowania procesami i budowy
zasad wzajemnego partnerstwa
Zatwierdzenie procesu produkcyjnego i wyrobu (PPA)
wg VDA 2 2020
Celem szkolenia jest poznanie zasad zatwierdzania wyrobów do produkcji seryjnej; zrozu -
mienie przebiegu procesu zatwierdzania; analiza różnic „gap analysis” pomiędzy VDA2 2020
i starą wersją VDA 2 2012 dla efektywnego wykorzystania doświadczeń z poprzednich PPA;
zapoznanie się z wymaganymi elementami w zakresie porozumienia PPA i sposobem ich
przedstawiania; zaprezentowanie i zrozumienie zasad i celu składania oceny i raportu PPA;
poznanie wymagań dotyczących powiadomienia klienta o zmianach; przybliżenie i ułatwienie
procesu PPA dla firm pracujących wg PPAP, poprzez porównanie dowodów wymaganych do
zatwierdzenia procesu produkcyjnego i produktu w ramach PPA i PPAP.
Specyficzne wymagania klienta - CSR-BMW
Celem szkolenia jest przekazanie i utrwalenie uczestnikom wiedzy dotyczącej specyficz -
nych wymagań związanych z systemami oraz produktami dostarczanymi dla grupy BMW.
W ramach programu omówione zostaną kluczowe zagadnienia z zakresu logistyki, zarzą -
dzania projektami we współpracy z BMW oraz zapewnienia i nadzoru jakości. Uczestnik roz-
winie kompetencje w zakresie korzystania z portalu B2B, identyfikowania potencjalnych ryzyk
oraz monitorowania efektywności własnej organizacji w kontekście wymagań producenta.
Analiza rysunku technicznego dla działu zakupów
Celem szkolenia jest uświadomienie uczestników jaką rolę pełni w organizacji rysunek tech-
niczny wyrobu; poznanie podstawowych zasad analizy rysunku technicznego; poznanie
wybranych, najbardziej powszechnych norm ISO/GPS; poznanie podstawowych zasad od -
czytywania widoków, rzutów, przekrojów, wymiarów i tolerancji; poznanie znaczenia rysunku
technicznego na różnych etapach projektowania i produkcji.
Gospodarka magazynowa jako element efektywnego
zarządzania logistyką w firmie
Szkolenie obejmuje tematykę magazynowania rozumianego jako proces logistyczny w przed -
siębiorstwie. Część wykładowa (30%) ma na celu wsparcie uczestnika w zrozumieniu roli
magazynowania w logistyce firmy, a następnie objaśnienie procesów magazynowych oraz
technik magazynowania i infrastruktury magazynowej. Akcent w części praktycznej położo -
no na metody organizacji prac magazynowych, analizę istotnych parametrów i wskaźników
magazynowych oraz analizę ekonomiczną związaną z decyzjami podejmowanymi w tym ob -
szarze. Oprócz wykładu szkolenie opiera się na wykorzystaniu takich metod, jak gra symula-
cyjna, ćwiczenia w grupach i indywidualne (analizy przypadków firm oraz zadania liczbowe),
ćwiczenie projektowe i dyskusje w grupach.
Współpraca z dostawcami, CSR
VDA 2
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
ART-P
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
CSR-BMW
NOWOŚĆ!
2 dni po 8 godz.
Zakupy, zapasy i transport
ZAKUPY, ZAPASY I TRANSPORT
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
LGM
51
Logistyka w sprzedaży i zakupach
Celem szkolenia jest przekazanie uczestnikom wiedzy dotyczącej wykorzystania konkretnych
metod i narzędzi w procesie realizacji zakupów i zaopatrzenia oraz dotyczących wyboru i oce-
ny dostawców.
Efektywne zarządzanie zapasami
Szkolenie dotyczy niezwykle istotnego elementu zarządzania logistycznego jakim jest stero-
wanie zapasami w przedsiębiorstwie i może zostać dostosowane na potrzeby firmy do wyko -
rzystania w procesie zaopatrzenia lub dystrybucji. Część wykładowa składa się z omówienia
funkcji gospodarki zapasami w logistyce firmy oraz zaakcentowania znaczenia i kosztów za-
pasów w firmie, a także z omówienia metod sterowania zapasem i kalkulacji kosztów zapa -
sów. W rozbudowanej części praktycznej akcent położono na przećwiczenie z uczestnikami
metod i narzędzi służących efektywnemu sterowaniu zapasami oraz wspomagających de -
cyzje podejmowane w tej sferze.
Prognozowanie i planowanie zasobów materiałowych
Celem szkolenia jest stworzenie z uczestnikami podstaw dla poprawy elastyczności, termi-
nowości oraz optymalizacji kosztów w obszarze prognozowania i planowania potrzeb mate -
riałowych – MRP.
Planowanie i harmonogramowanie produkcji
Celem szkolenia jest praktyczne przećwiczenie z uczestnikami metod usprawniających pro -
ces operacyjnego planowania produkcji; optymalizacja wykorzystania zasobów (personel,
maszyny) dzięki wykorzystaniu narzędzi wspomagających pracę planistów oraz właściwej
komunikacji; praktyczne przećwiczenie tworzenia modelu zarządzania zapasem wyrobów
gotowych w produkcji MTS oparte o rozwiązania TOC (Teoria Ograniczeń).
Efektywny kierownik produkcji
Celem szkolenia jest uświadomienie zasad nowoczesnego podejścia do zarządzania produkcją
z uwzględnieniem kultury Lean; określenie roli przełożonego w nowoczesnej kulturze zarządzania
(lean); zaznajomienie uczestników z elementami efektywnego zarządzania produkcją; przygo-
towanie uczestników do pełnienia skutecznej i efektywnej roli menadżera średniego szczebla.
Inżynier procesu - cz I - projektowanie i zarządzanie
procesem
Celem szkolenia jest rozwinięcie podstawowych kwalifikacji, potrzebnych do efektywnego
zarządzania przepływem materiałów, komponentów i produktów w procesach wytwórczych.
Szkolenie przeznaczone jest dla osób zajmujących się organizacją, zarządzaniem, poprawą
i wsparciem procesów produkcyjnych oraz mających podejmować właściwe decyzje o re -
gulacji procesu lub jego zmianie. Wskazanie roli inżyniera procesu w różnych branżach oraz
w różnych etapach tworzenia się procesu produkcyjnego z uwzględnieniem pracy projektowej
i operacyjnej oraz obsługi systemów produkcyjnych, dokumentacji produkcyjnej w kontekście
wymagań norm.
DOSTĘPNA WERSJA ON-LINE
LZA-P
2 dni po 7 godz.
Zakupy, zapasy i transport
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
LZZ
PRG-MRP
2 dni po 7 godz.
Zarządzanie produkcją
APS-P
EKP-P
DOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
2 dni po 7 godz.
2 dni po 7 godz.
ZARZĄDZANIE PRODUKCJĄ
INP-P
52
Inżynier procesu - cz II - rozmowa z częściami,
praca z danymi
Celem szkolenia jest opis procesu produkcyjnego za pomocą liczb, funkcji, techniki priory-
teryzacji wielkości wyjściowej procesu (Y) i wielkości wejściowych (x); nabycie umiejętności
zastosowania narzędzi graficznych do odczytywania korelacji pomiędzy danymi, oceny ja -
kości danych, interpretacji i umiejętności podejmowania decyzji w procesie produkcyjnym
z uwzględnieniem konsekwencji. Tzw. - „rozmowa z maszynami”, czyli ocena siły wpływu pa-
rametrów wejściowych, metody porównawcze, optymalizacja.
Projektowanie layoutów
Celem szkolenia jest nauczenie się zasad projektowania efektywnych layoutów i oceny tej
efektywności miernikami przepływu, finansowymi i procentowymi; nabycie tych umiejętności
pozwoli oceniać skuteczność istniejących planów rozmieszczenia maszyn i je udoskonalać;
przedstawiane podczas szkolenia metody zaangażowania pracowników do realizowanych
projektów, wpływają na poprawę poczucia przynależności do firmy, świadomość wpływu na
ważne decyzje i tym samym wzrost motywacji.
Normowanie czasu pracy
Celem szkolenia jest przekazanie najważniejszych informacji dotyczących podstaw normo -
wania czasu pracy; utrwalenie zdobytej wiedzy na temat metod i technik normowania, moż -
liwość zapoznania się z podejściem do zagadnień normowania w przedsiębiorstwach o różnej
specyfice produkcji.
Normowanie czasu pracy - warsztaty dla praktyków
Celem szkolenia jest poszerzenie umiejętności budowania struktury danych o procesach pro-
dukcyjnych (powtarzalnych) oraz poprawy efektywności procesów produkcyjnych poprzez
eliminacje procesów zbędnych (nietworzących wartości dodanej); posiadanie umiejętności
wyboru metody normowania i pomiaru czasu pracy na stanowisku roboczym, analizę wy -
ników pomiaru, tworzenie normatywów zakładowych, wykorzystywanych do kształtowania
stanowisk pracy, planowania produkcji, sterowania produkcją i ofertowania.
Budowanie i wizualizacja wskaźników
wydajnościowychz uwzględnieniem OEE
Szkolenie warsztatowe oparte o symulację linii produkcyjnej. Podczas szkolenia uczestni-
cy opisują proces na podstawie mapy. Celem szkolenia jest: zapoznanie się z kluczowymi
wskaźnikami wydajności - KPI i miernikami procesów, LPI – Line Performance Improvement
oraz metodami poprawy wskaźników efektywności linii produkcyjnych; opracowanie wzorca
Tablic Wizualizacji wskaźników dla poszczególnych obszarów oraz zapoznanie się z typowymi
wskaźnikami TPM, OEE oraz wezmą udział w części warsztatowej OEE.
Doskonalenie procesów produkcyjnych -
przepływ ciągły, poziomowanie produkcji
Zadaniem warsztatów jest zdobycie umiejętności dokonalenie procesów produkcyjnych po -
przez zaprojektowanie przez uczestników efektywnych linii i gniazd produkcyjnych zgodnie
z zasadami ciągłego przepływu oraz zdefiniowanie ciągłego przepływu na przykładzie linii
lub gniazda produkcyjnego.Przedmiotem szkolenia jest także wprowadzenie do zasady Just
In Time, integracja łańcucha dostaw, czas taktu, identyfikacja czynności w procesie, layout,
podział pracy i harmonogramowanie, audit przepływu.
Zarządzanie produkcją
2 dni po 7 godz.
NCP-W
LYT-P
1 dni po 8 godz.
NCP
2 dni po 7 godz.
INP-D
2 dni po 7 godz.
2 dni po 7 godz.
2 dni po 7 godz.
OEE-KPI
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
ORP-P
53
Operacyjne planowanie produkcji
Celem szkolenia jest poznanie zadań planowania jako klucza do zrozumienia funkcjonowa -
nia przedsiębiorstwa jako jednego wspólnego organizmu; praktyczne zastosowanie modeli
planowania operacyjnego opartego na harmonogramie Gantta w grze symulacyjnej pozwoli
uczestnikom ocenić wpływ poszczególnych obszarów planowania na wynik końcowy wyra -
żony w pieniądzu. Szkolenie jest wstępem do zagadnień z planowania produkcji i gospodarki
materiałowej, jak również dobrą bazą dla pracowników średniego i wyższego szczebla zarzą-
dzania do lepszego poznania zależności w tych procesach i ich wpływu na wynik końcowy
przedsiębiorstwa.
Mistrz produkcji i brygadzista – twarde techniki
i narzędzia
Celem szkolenia jest nauczenie twardych technik i narzędzi, wykorzystywanych w codziennej
pracy mistrza i brygadzisty do egzekwowania planów produkcyjnych i realizacji zadań zwią-
zanych z utrzymaniem produkcji, jakości i ciągłego doskonalenia.
Teoria ograniczeń - zarządzanie wąskimi gardłami
w procesach produkcji
Teoria ograniczeń dąży do identyfikacji wąskich gardeł przedsiębiorstwa, wewnętrznych (sys-
tem produkcyjny lub polityka firmy) albo zewnętrznych (rynek lub dostawcy), aby skupić się
na zarządzaniu nimi w sposób przybliżający przedsiębiorstwo do osiągnięcia jego podstawo-
wego celu. Teoria ograniczeń jest uważana za tzw. „zdroworozsądkową” technikę zarządzania
przedsiębiorstwem produkcyjnym. Celem szkolenia jest ukazanie na czym ta technika polega
poprzez szereg praktycznych ćwiczeń obliczeniowych oraz gier symulacyjnych.
RCM - Utrzymanie ruchu zorientowane
na niezawodność
Celem szkolenia jest przedstawienie i nauczenie w warsztatowej formie zintegrowanej meto-
dologii utrzymania maszyn zorientowanej na niezawodność RCM (ang. Reliability Centered
Maintenance) w obszarze utrzymania ruchu; dokonywanie szczegółowej analizy funkcjonal -
ności maszyn i urządzeń, poprzez analizę pojawiających się błędów, do wypracowania odpo-
wiednich metod, technik obsługi PM krytycznych dla firmy maszyn i urządzeń.
Instruowanie pracowników - Training Within Industry
Celem szkolenia jest zdobycie przez uczestników umiejętności instruowania pracowników,
doskonalenie metod pracy w celu poprawy wydajności, jakości i bezpieczeństwa procesów
produkcyjnych; zdobycie umiejętności budowania skutecznego instruktażu; zdobycie umie -
jętności oceny i doskonalenia metod pracy; zdobycie zdolności skutecznego komunikowa -
nia się instruktora z podwładnym – budowania relacji z podwładnym.
Zarządzanie produkcją
PLP-P
STA-P
3 dni po 7 godz.
TOC-P
1 dni po 8 godz.
TPM-RCM
TWI-P
2 dni po 7 godz.
2 dni po 7 godz.
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
54
Zarządzanie projektami
Celem szkolenia jest zapoznanie uczestników z podstawowymi pojęciami dotyczącymi za -
rządzania projektami oraz zasadami i prawami obowiązującymi przy ich konstruowaniu. Po -
nadto zostaną przedstawione metody i techniki pomocnicze wspomagające pracę zespołu
projektowego.
Zarządzanie projektem wg Agile i Scrum
Celem szkolenia jest przedstawienie podstawowych zasad i wartości metodyk Agile oraz
Scrum; zrozumienie, jak elastyczność i zwinność w zarządzaniu projektami mogą przyczynić
się do skuteczniejszej realizacji projektów w dynamicznie zmieniającym się środowisku biz-
nesowym.
Skuteczne prowadzenie projektów z uwzględnieniem
analizy ryzyka
Celem szkolenia jest zapoznanie uczestników z podstawowymi pojęciami dotyczącymi za -
rządzania projektami oraz zasadami i prawami obowiązującymi przy ich konstruowaniu. Za -
rządzanie ryzykiem jest jednym z istotniejszych procesów zarządzania projektem. Jest próbą
przeciwdziałania wszystkim tym sytuacjom, które mogą zagrozić nieoczekiwanie organizacji
w osiągnięciu wyznaczonego celu. Z zarządzaniem ryzykiem nierozerwalnie są powiązane
zagadnienia szacowania ryzyka i problematyka podejmowania decyzji menedżerskich.
Podstawy GMP i audit wewnętrzny GMP dla branży
farmaceutycznej
Celem szkolenia jest przegląd terminologii i prawa farmaceutycznego wraz z aktami wyko -
nawczymi; omówienie zasad GMP w procesach systemowych, produkcyjnych, logistycznych
i kontrolnych; poznanie podstaw higieny farmaceutycznej oraz rodzajów auditów w branży
farmaceutycznej; specyfiki auditu wewnętrznego w farmacji; kwalifikacji auditorów; plano-
wanie, przygotowanie i realizacja auditu wewnętrznego GMP; typowa dokumentacja auditu;
techniki zbierania informacji i pozyskiwania obiektywnych dowodów z auditu; identyfikacja
niezgodności i ich usuwanie; studia przypadków, ćwiczenia praktyczne, w tym w oparciu o sy-
tuacje auditowe.
Podstawy GMP dla branży farmaceutycznej
Celem szkolenia jest przegląd terminologii i prawa farmaceutycznego wraz z aktami wyko-
nawczymi; omówienie zasad GMP w procesach systemowych, produkcyjnych, logistycznych
i kontrolnych; podstawy higieny farmaceutycznej.
Zarządzanie projektami
DOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
ZP
DOSTĘPNA WERSJA ON-LINEDOSTĘPNA WERSJA ON-LINE
2 dni po 7 godz.
ZP-AG
DOSTĘPNA WERSJA ON-LINEDOSTĘPNA WERSJA ON-LINE
2 dni po 8 godz.
ZP-AR
ZARZĄDZANIE PROJEKTAMI
PRAWO
Prawo
2 dni po 6 godz.
DOSTĘPNA WERSJA ON-LINE
GMP-PA
1 dni po 6 godz.
GMP-P
55
Analiza i raportowanie w MS Excel
Celem szkolenia jest zapoznanie się z możliwościami prowadzenia zaawansowanych analiz
za pomocą popularnego oprogramowania MS Excel, pod kątem oceny własnych potrzeb
i możliwości w zakresie wykorzystania metod analizy i przetwarzania danych; przedstawienie
metod i narzędzi koniecznych dla celów statystycznych, opisowych i efektywnego raporto -
wanie wnioskowania dla celów planowania i prognozowania.
Excel dla inżynierów
Celem szkolenia jest zapoznanie z możliwościami prowadzenia zaawansowanych analiz
za pomocą posiadanego w większości przedsiębiorstw oprogramowania MS Excel, bez ko -
nieczności kupowania specjalistycznych programów statystycznych oraz nauczenie biegłe -
go wykorzystywania MS Excel w zakresie podstawowym pod kątem obliczeń i interpretacji
parametrów, graficznej prezentacji danych, stosowania narzędzi bazodanowych, wymiany
danych czy makrodefinicji.
Minitab dla początkujących
Celem szkolenia jest nabycie umiejętności technicznych obsługi programu Minitab; po -
znanie umiejętności wykorzystania programu Minitab w przeprowadzaniu analiz w zakresie
statystyki podstawowej, statystycznego sterowania procesem (SPC), analizy systemów po
- miarowych (MSA), wybranych statystycznych narzędzi doskonalenia procesu (testy, ANO
- VA, wstęp do DOE); poznanie narzędzi ułatwiających prezentację otrzymywanych danych,
usprawnienie procesów decyzyjnych w firmie.
Minitab dla zaawansowanych
Celem szkolenia jest utrwalenie i doskonalenie już posiadanych umiejętności w zakresie pracy
w programie Minitab 18 i wykorzystania statystycznych narzędzi jakości; aprezentowa - nie
możliwości programu Minitab 18 w zakresie narzędzi statystycznych wykorzystywanych przede
wszystkim w doskonaleniu procesu (testy statystyczne, ANOVA, regresja, DOE), wpro - wa -
dzenie do oceny niezawodności; nabycie umiejętności przeprowadzania i interpretacji analiz
statystycznych na poziomie zaawansowanym.
Obsługa systemu zarządzania relacyjną bazą
danych Access
Celem szkolenia jest zapoznanie uczestników z możliwościami systemu zarządzania relacyj-
ną bazą danych w celu sprawnego wykorzystania go do wprowadzania, przechowywania
i szybkiego przeszukiwania zbiorów danych różnego typu. Szkolenie ma charakter warszta -
towy. Wszystkie podejmowane zagadnienia ilustrowane są wieloma przykładami, w których
uwaga skierowana jest na technikę tworzenia i obsługi relacyjnej bazy danych w środowisku
MS Access.
Obsługa bazy IMDS
Celem szkolenia jest omówienie wymagań prawne istotnych dla IMDS oraz poszczególne
funkcje bazy IMDS wraz z ćwiczeniami w bazie, począwszy od logowania w bazie, poprzez
tworzenie i wysyłanie kart materiałowych z uwzględnieniem specyficznych wymagań klientów,
jak i zwolnienia danych od dostawców, po administrowanie bazą.
EXL-A
2 dni po 7 godz.
DOSTĘPNA WERSJA ON-LINE
IT
IT
2 dni po 7 godz.
EXL-I
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
MTB-P
2 dni po 7 godz.
MTB-Z
2 dni po 7 godz.
2 dni po 8 godz.
ACCS-P
IMDS
2 dni po 7 godz.
56
TISAX – system bezpiecznej wymiany informacji
w branży motoryzacyjnej
Celem szkolenia jest zapoznanie uczestników z wymaganiami bezpieczeństwa informacji w za-
kresie TISAX (Trusted Information Security Assessment Exchange) na bazie formularza VDA ISA.
Zarządzanie projektem wg Agile i Scrum
Celem szkolenia jest przedstawienie podstawowych zasad i wartości metodyk Agile oraz
Scrum; zrozumienie, jak elastyczność i zwinność w zarządzaniu projektami mogą przyczynić
się do skuteczniejszej realizacji projektów w dynamicznie zmieniającym się środowisku biz-
nesowym.
Sztuczna inteligencja w biznesie
Celem szkolenia jest zrozumienie podstaw sztucznej inteligencji (AI – Artificial Intelligence) –
zapoznanie Uczestników z najważniejszymi pojęciami, algorytmami i narzędziami AI; poznanie
obszarów zastosowania AI w firmie – wskazanie konkretnych procesów i działów (sprzedaż,
marketing, logistyka, HR, obsługa klienta), w których sztuczna inteligencja może przynieść
wymierne efekty biznesowe.
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
DOSTĘPNA WERSJA ON-LINE
1 dni po 7 godz.
1 dni po 7 godz.
2 dni po 8 godz.
TISAX
ZP-AG
AI-BIZ
IT
NOWOŚĆ!
57
58
08.
Zapraszamy na
szkolenia zamknięte
Wybrane szkolenia zamknięte
możemy również realizować
w języku angielskim lub
niemieckim.
K
iedy i dlaczego warto zorganizo-
wać szkolenie zamknięte?
Czym jest szkolenie zamknięte?
Jest to szkolenie z danego tematu, dedykowane grupie
pracowników z jednej firmy, które najczęściej realizujemy
w siedzibie Klienta.
Kiedy zorganizować szkolenie zamknięte?
Najczęściej w sytuacji, kiedy udziałem w szkoleniu jest
zainteresowanych min. 5 pracowników, a ich dostęp -
ność czasowa lub harmonogram pracy w firmie, unie -
możliwiają im udział w szkoleniu otwartym w Krakowie.
Wtedy najlepszym rozwiązaniem jest zorganizowanie szko -
lenia zamkniętego w siedzibie firmy w dogodnym terminie.
Dlaczego warto zorganizować
szkolenie zamknięte?
Przede wszystkim dla dopasowanego do indywidualnych
potrzeb programu, uwzględniającego oczekiwania, cel
oraz specyfikę firmy.
Kolejnym argumentem są koszty, które ustalane są in-
dywidualnie z uwzględnieniem możliwości budżetowych
Klienta.
Zapytanie o dane szkolenie
W jaki sposób przygotowujemy
program szkolenia?
Trener przeprowadza konsultacje telefonicznie lub on-line i
szczegółowo omawia oczekiwania, wyzwania i cele Klienta.
Na tej podstawie przygotowany zostaje dedykowany pro -
gram, uwzględniający zagadnienia merytoryczne oraz czas
trwania zajęć praktycznych i teoretycznych.
Jakie są korzyści dla organizacji?
Na pierwszym miejscu to zwiększona wiedza pracowników,
która może być dodatkowo zgłębiana przez 3 miesiące po
zakończonym szkoleniu w poprzez Panel Klienta. Trener
udziela także feedbacku dla firmy, który zawiera infor-
macje, wskazówki i obszary do dalszego rozwoju szkolonej
grupy. Dodatkowo na życzenia Klienta możemy wykownać
pre i post testy, które zbadają poziom zwiększenia wiedzy
Uczestników szkolenia.
59
ETAPY REALIZACJI SZKOLENIA ZAMKNIĘTEGO
Potrzeba szkoleniowa.
Zapytanie o dane szkolenie.
Dedykowany trener bada
potrzeby szkoleniowe.
1.
2.
3.
4.
5.
6.
7.
8.
Opracowujemy dedykowany
program szkolenia.
Ustalamy szczegóły logistyczne.
Przeprowadzamy szkolenie.
Przesyłamy informacje poszkoleniowe.
Wsparcie poszkoleniowe i rozwój.
Skontaktuj się z nami, aby
zorganizować szkolenie de-
dykowane dla Twojej firmy!
60
09.
Poznaj ofertę
naszych Szkoleń
Miękkich:
Szkolenia dla HR
Oferujemy szkolenia otwarte i zamknięte m.in. z zakresu sku-
tecznej rekrutacji, prawa pracy oraz budowania autorytetu
lidera HR w firmie produkcyjnej. Dzięki naszym szkoleniom
zbudujesz lub poszerzysz kompetencje jako HR Business
Partner, a także zdobędziesz wiedzę z zakresu tworzenia
matryc kompetencji, kreowania i prowadzenia działań em -
ployer brandingowych oraz umiejętność łączenia celów
strategicznych z biznesowymi.
Kompetencje menadżerskie
U nas znajdziesz szkolenia z zakresu zarządzania podległym
zespołem, zarządzania zmianą, doskonalenia kompetencji
osobistych managerów oraz innych praktycznych aspek-
tów, tj. rozwiązywania konfliktów lub delegowanie zadań.
Dowiesz się, jak budować kulturę w organizacji, wyznaczać
wskaźniki KPI, tworzyć strategię zarządzania firmą, a także
poznasz aspekty finansowe konieczne np. z punktu widzenia
inżyniera.
Sprzedaż i negocjacje oraz komunikacja
Realizujemy szkolenia z zakresu efektywnej komunikacji oraz
budowania relacji zarówno z pracownikami, jak i z klientem
zewnętrznym i wewnętrznym. W obszarze profesjonalnej ob-
sługi klienta – wesprzemy Cię w doskonaleniu umiejętności
negocjacyjnych i sprzedażowych. Zapraszamy do udziału
pracowników działów handlowych, sprzedaży oraz działu
zakupu.
Cykl szkoleń PersonAll®
To nasz autorski program szkoleń z zakresu rozwoju kompe-
tencji osobistych niezbędnych w środowisku zawodowym.
Skierowany jest do grona specjalistów, którzy nabywając
określone umiejętności interpersonalne są w stanie w spo-
sób bardziej efektywny realizować cele, stawiane im przez
organizację. Szkolenia wchodzące w skład programu Per-
sonAll® prowadzone są w formie otwartej oraz zamkniętej
w dogodnej dla klientów formie – stacjonarnie lub online.
Dla kogo?
PersonAll® powstał z myślą o ludziach, którzy nie poszukują
już tylko wiedzy ogólnej, ale konkretnych kompetencji, zwią-
zanych z wykonywaną przez nich pracą. Kierujemy go do
osób aktywnych zawodowo - specjalistów w swoich profe-
sjach, którzy nabywając konkretne umiejętności interper-
sonalne rozwijają siebie, swój zespół i współpracowników,
a w konsekwencji - całą organizację.
Zobacz ofertę szkoleń
miękkich!